









電動(dòng)承插焊楔式閘閥Z961Y產(chǎn)品說明
Z61H、Z61Y、Z61W 型 PN100~PN160 承插焊楔式閘閥:手動(dòng)、承插焊連接形式、明桿楔式剛性單閘板,閥座密封面材料為合金(Z61H-100~160 Z61Y-100~160 Z61Y-100P~160P Z61Y-100I~160I)、不銹鋼(Z61H-100P~160P Z61W-100P~160P),公稱壓力 PN100~PN160,閥體材料為碳素鋼(Z61H-100~160)、不銹鋼(Z61H-100P~160P Z61W-100P~160P Z61Y-100P~160P)、合金鋼(Z61Y-100~160 Z61Y-100I~160I)的閘閥。閥體材料為鉻鉬釩鋼的高溫高壓電站閘閥。含碳量為0.25%~0.40%的鉻鉬釩鋼,調(diào)質(zhì)后具有較高的強(qiáng) 度、韌性、彈性和耐熱性能,同時(shí)又具有良好的淬透性,也常用于制造較高溫度(500~550℃)下的 高強(qiáng)度緊固件閘閥雖然有很多種結(jié)構(gòu)形式,但它們的工作原理以及檢修工藝標(biāo)準(zhǔn)是一致的,其結(jié)構(gòu)、檢修工序大同小異,下面就以高壓電動(dòng)明桿楔式閘閥為例,簡(jiǎn)要介紹一下閘閥的結(jié)構(gòu)特點(diǎn)及檢修工藝。
Z61H承插焊楔式閘閥主要零部件材料
Z61H、Z61Y、Z61W 型 PN100~PN160 承插焊楔式閘閥零部件材料
型號(hào)
材料
閥體、閥蓋、閘板
閥桿
密封面
填料
Z61H-100~160
碳素鋼
鉻不銹鋼
堆焊鐵基合金
石棉石墨或柔性石墨
Z61H-100P~160P
鉻鎳鈦不銹鋼
鉻不銹鋼
Z61Y-100~160
Cr5Mo
堆焊硬質(zhì)合金
Z61W-100P~160P
鉻鎳鈦不銹鋼
鉻鎳鈦不銹鋼
本體材料
聚四氟乙烯
Z61Y-100P~160P
堆焊硬質(zhì)合金
Z61Y-100I~160I
鉻鉬合金鋼
鉻鉬合金鋼
堆焊硬質(zhì)合金
柔性石墨

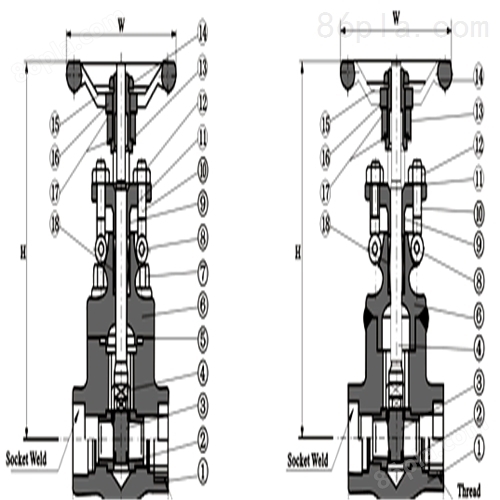
? 高壓電動(dòng)明桿楔式閘閥構(gòu)造
該閥門的閘板為楔形單閘板,由密封盤、壓板、開口止動(dòng)環(huán)、密封圈,共同構(gòu)成閥蓋自密封裝置,電動(dòng)機(jī)構(gòu)內(nèi)部安有絲母與閥桿配合。當(dāng)閥門開啟時(shí),閥桿向外移動(dòng),閘板隨著提起,使閘門開啟;反之,使閘門關(guān)閉。
具有焊更換閥座的楔式閘閥閥體,包含圓柱形流道孔和閥座孔,所述圓柱形流道孔的中心軸線與所述閥座孔的中心軸線成一楔角相交,其特征在于,所述圓柱形流道孔通過一段由該圓柱形流道孔自然延伸出的傾斜過渡圓孔段與閥座孔貫通,其中所述閥座孔的孔底所在的面與該傾斜過渡圓孔段的中心軸線垂直。本發(fā)明的具有焊更換閥座的楔式閘閥閥體,其閥座焊接處的截面為*正圓,因而只需要普通的焊炬和一個(gè)回轉(zhuǎn)裝置就能實(shí)現(xiàn)自動(dòng)焊接,提高了焊接效率,同時(shí)大幅度降低了焊接成本。本發(fā)明還公開了該具有焊更換閥座的楔式閘閥閥體的加工方法。
? 高壓電動(dòng)明桿楔式閘閥檢修工藝
鋼楔式閘閥,旨在于提供一種可更換閥座、閘板的鑄鋼楔式閘閥,本實(shí)用新型包括包括閥體,其特征在于:閥體上設(shè)有閥座,閥座上設(shè)有閘板,閘板上設(shè)有中法蘭墊片,中法蘭墊片邊上設(shè)有閥蓋,閥蓋上設(shè)有雙頭螺柱和螺母,中法蘭墊片上設(shè)有上密封座,上密封座內(nèi)設(shè)有填料,所述的填料上設(shè)有填料壓套和填料壓板,所述的填料壓套和填料壓板通過活結(jié)螺栓和螺母固定在一起,填料壓板上設(shè)有油杯,油杯上方設(shè)有手輪,油杯和手輪之間設(shè)有閥桿螺母和螺母壓蓋,手輪上設(shè)有鎖緊螺母。
第1步:高壓電動(dòng)明桿楔式閘閥解體
①辦理好檢修工作票,確認(rèn)管道內(nèi)無存水、無壓力后方可 開工;
②準(zhǔn)備好工器具,搭好腳手架、吊點(diǎn);
③運(yùn)行人員停電,配電人員拆線;
④手動(dòng)開啟閥門 1-2 扣,以防閘板與閥座卡死;
⑤用導(dǎo)鏈、鋼絲繩,利用電動(dòng)機(jī)構(gòu)上的吊環(huán),把電動(dòng)機(jī)構(gòu)吊裝好,但不要影響手輪的轉(zhuǎn)動(dòng),拆去電動(dòng)機(jī)構(gòu)與支架之間的緊固螺栓,轉(zhuǎn)動(dòng)手輪,使電動(dòng)機(jī)構(gòu)退出的同時(shí)平穩(wěn)吊起,放置在鋪好膠皮的地上;
⑥拆去支架與閥座間的連接螺栓,用導(dǎo)鏈吊下;
⑦利用壓板上的頂絲,將密封盤向下頂松,拆去壓板螺栓,取下壓板、開口止動(dòng)環(huán)和密封圈;
⑧用導(dǎo)鏈把閥桿,連同密封盤退出,小心閘板落下傷人,當(dāng)閘板與閥桿配合處露出后,卸下閥桿,將閥桿、密封盤等吊下,拆根壓蓋和密封盤;
⑨做好標(biāo)記,取出閥體邊上的閘板,將閥體口封好。

第二步:高壓電動(dòng)明桿楔式閘閥檢修
①電動(dòng)機(jī)構(gòu)的傳動(dòng)性能檢查,應(yīng)保證蝸輪、蝸桿無嚴(yán)重磨損,電動(dòng)頭結(jié)合面不漏油,切換手柄靈活不卡澀,根據(jù)情況填加或更換潤(rùn)滑油。
②記錄閥門原行程和調(diào)整情況,以便檢修后調(diào)整。打開齒輪箱蓋,取下蝸輪、蝸桿進(jìn)行檢查,其磨損不應(yīng)超過齒厚的 1/3,嚙合部分不應(yīng)有裂紋及嚙合不良現(xiàn)象。檢查軸承有無磨損、轉(zhuǎn)動(dòng)不靈活或異常響聲等,軸承間隙應(yīng)符合標(biāo)準(zhǔn)。檢查與電動(dòng)機(jī)相連的聯(lián)軸器部分是否完整、可靠,箱體各密封面應(yīng)清理干凈,襯墊應(yīng)完好,保證嚴(yán)密不漏油。將軸承、箱體清掃干凈,依次裝復(fù)蝸輪、蝸桿等,箱體內(nèi)加足潤(rùn)滑油(脂),封好箱蓋,做電動(dòng)、手動(dòng)切換試驗(yàn),應(yīng)靈活可靠。
③檢查支架、閥座是否有裂紋、砂眼等缺陷,如有,應(yīng)挖凈缺陷后補(bǔ)焊。
④檢查壓板,應(yīng)無明顯的變形,否則應(yīng)矯正。
⑤止動(dòng)開口環(huán),清掃除垢,測(cè)量、清掃檢查密封圈,密封圈與密封盤、閥座的配合間隙應(yīng)在 0.2mm以內(nèi),且無損傷變形。
⑥密封盤與閥座配合面,應(yīng)無拉傷、溝痕,且與閥座配合無卡澀等不良現(xiàn)象。
⑦盤根壓蓋與門桿及密封盤之間的間隙一般在 0.2-0.25mm 之間。
⑧閥桿螺扣完整、無損傷,與絲母配合良好,無彎曲、腐蝕等現(xiàn)象。螺扣寬度磨損超過 1/5 時(shí),應(yīng)更換新閥桿。
⑨閘板與閥座密封面應(yīng)平整光滑、無麻點(diǎn)、銹蝕、沖刷溝等缺陷。做結(jié)合試驗(yàn)時(shí),圓周接觸,閥線清晰。
⑩檢查、清掃各緊固螺栓、螺母,涂鉛粉油。
第三步:高壓電動(dòng)明桿楔式閘閥組裝
①回裝時(shí)必須保證閥體內(nèi)部及各部件清潔干凈;
②更換新密封填料;
③按照與拆卸相反的步驟回裝閥門。
















