

數控鎖管機工作原理
油泵在電機驅動下,輸出液壓油,推動液壓缸里的活塞做上下往復運動,從而使與活塞連接的兩根立柱帶動上方板實現上下往復運動,從而使上下兩塊大方板凹槽中的壓塊推動模座,使模座能產生徑向收縮,*終實現模塊對膠管的扣壓。當收縮量達到在控制面板上所設定的值時,扣壓自動停止,換向閥自動換向,液壓油進入油缸下腔,帶動上方板向上運動,使模具孔張大,就可以取下扣壓好的膠管總成。
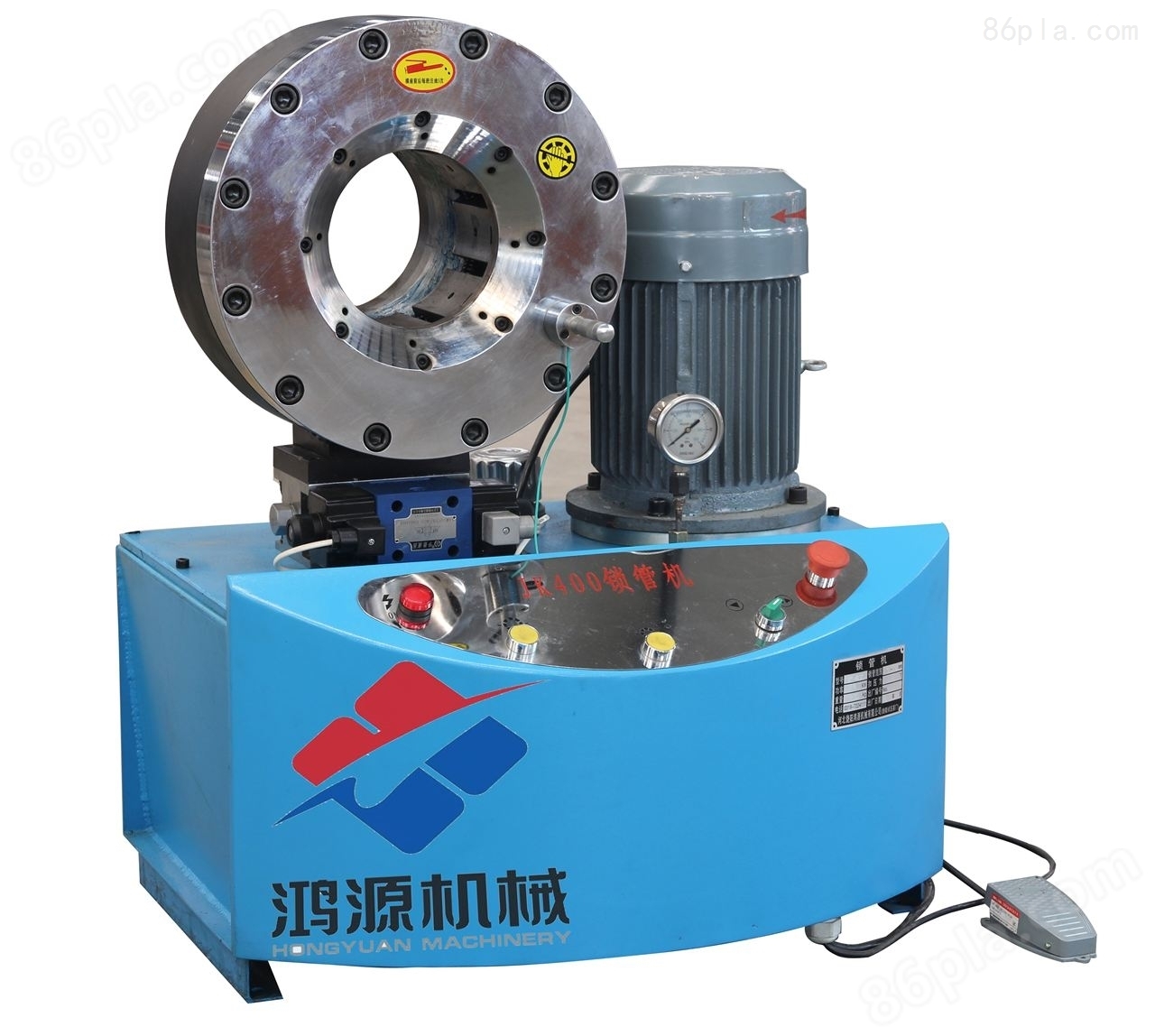
我公司研制生產的SK-100型數控鎖管機適用于工農業和工程機械液壓傳動用高壓膠管、纖維管、塑料管總成的扣壓加工。具有扣壓范圍廣、精度高(采用PLC控制)、自動化程度高、易操作、好維修等優點。
數控鎖管機安裝調試
1. 搬運:機器宜采用叉車搬運。
2. 安裝:機器需水平固定于穩固的地基上,并作接地處理。
3. 注油:打開機箱后側蓋,在油箱中加入56升46號抗磨液壓油。
4. 接電:將電源線接在機器規定的電源上,點動電機觀察旋向,電機旋向應與電機上標簽箭頭方向一致,或者在接好線后打開電源開關,如果機器動作,模具張口增加則電機旋向正確 ,如果機器無動作,則需要將三根火線當中的任意兩根對調即可。
5. 壓力調整:機器系統壓力為31.5MPa,靠溢流閥調整。順時針調整壓力增大,逆時針調整壓力減小。(出廠時壓力已經調整好,如需調整溢流閥壓力,嚴禁超過31.5MPa使用本設備)
數控鎖管機主要技術特征
1.扣壓鋼絲膠管內徑: φ4~φ51 IVmm
工業管內徑: 89mm
2.標尺精度: 0.01mm
3.功 率: 4KW
4.電 壓: 380V
5.扣壓力: 252噸
6.轉 速: 1440r/min
7.油泵排量: 10ml/rad
8.外形尺寸: 925×925×1600(mm)
9.重 量: 700Kg
10.收擴量: ±68mm
數控鎖管機操作
1.打開機器后蓋,往油箱中加入大約56升清潔的46#抗磨液壓油。
2.將電源線接好,然后打開在機器側面安裝的總開關,如果模具自動產生動作,則說明電機轉向正確,如果沒有動作,則說明電機反轉,應將接線頭處的三根火線當中的任意兩根對調即可(注意:必須切斷電源后方可操作)。
3.機器初次使用時應空扣壓10~20次,觀察各部位均正常后方可使用。鎖管機在冬季使用時應空載運動20-30次,以使油溫增高一些,同時可增加機器的使用壽命。
5.把帶有接頭的膠管置于鎖頭內適當位置,使得一次扣壓全部長度。
6.按下“合模”鍵或踩一下腳踏開關則執行扣壓操作,扣壓到設定的扣壓尺寸(即達到C1值)后停留3秒模具張開到設定的尺寸(即C2值)。取出扣壓成的膠管總成。用游標卡尺檢測扣壓后的管套外徑尺寸,如扣壓直徑與參數表不符,應重新設定參數值,并重復上述操作,直到符合要求為止。
7.在扣壓過程中無論任何時間只要按著“開模”鍵不放,模具就會張開到設定的尺寸(即設定的C2值)。
4.打開總電源開關根據所扣壓膠管規格選用相應的模具安裝在模座上,并設置C1值(即扣壓尺寸值)和C2值(即模具開口張度)。(C1、C2取值詳見附頁技術參數參考表)。














