雙管擠出生產(chǎn)設(shè)備簡(jiǎn)介:
①擠出機(jī)部分:本機(jī)裝有定量加料裝置,使擠出量與加料量匹配,確保制品穩(wěn)定擠出。由于采用了錐形雙螺桿,加料段具有較大的直徑,所以對(duì)物料的傳熱面積和剪切速度比較大,有利于物料的塑化,計(jì)量段螺桿直徑小,減少了傳熱面積和對(duì)熔體的剪切速度,使熔體能在較低的溫度下擠出。螺桿在機(jī)筒內(nèi)旋轉(zhuǎn)時(shí),將PVC混合料塑化后推向機(jī)頭,從而達(dá)到壓實(shí)、熔融、混煉均化;并實(shí)現(xiàn)排氣、脫水的目的。加料裝置及螺桿驅(qū)動(dòng)裝置采用變頻調(diào)速,可實(shí)現(xiàn)同步調(diào)速。
②模頭部分:經(jīng)壓實(shí)、熔融、混煉均化的PVC,有后續(xù)物料經(jīng)螺桿推向模頭,擠出模頭是管材成型的關(guān)建部件。
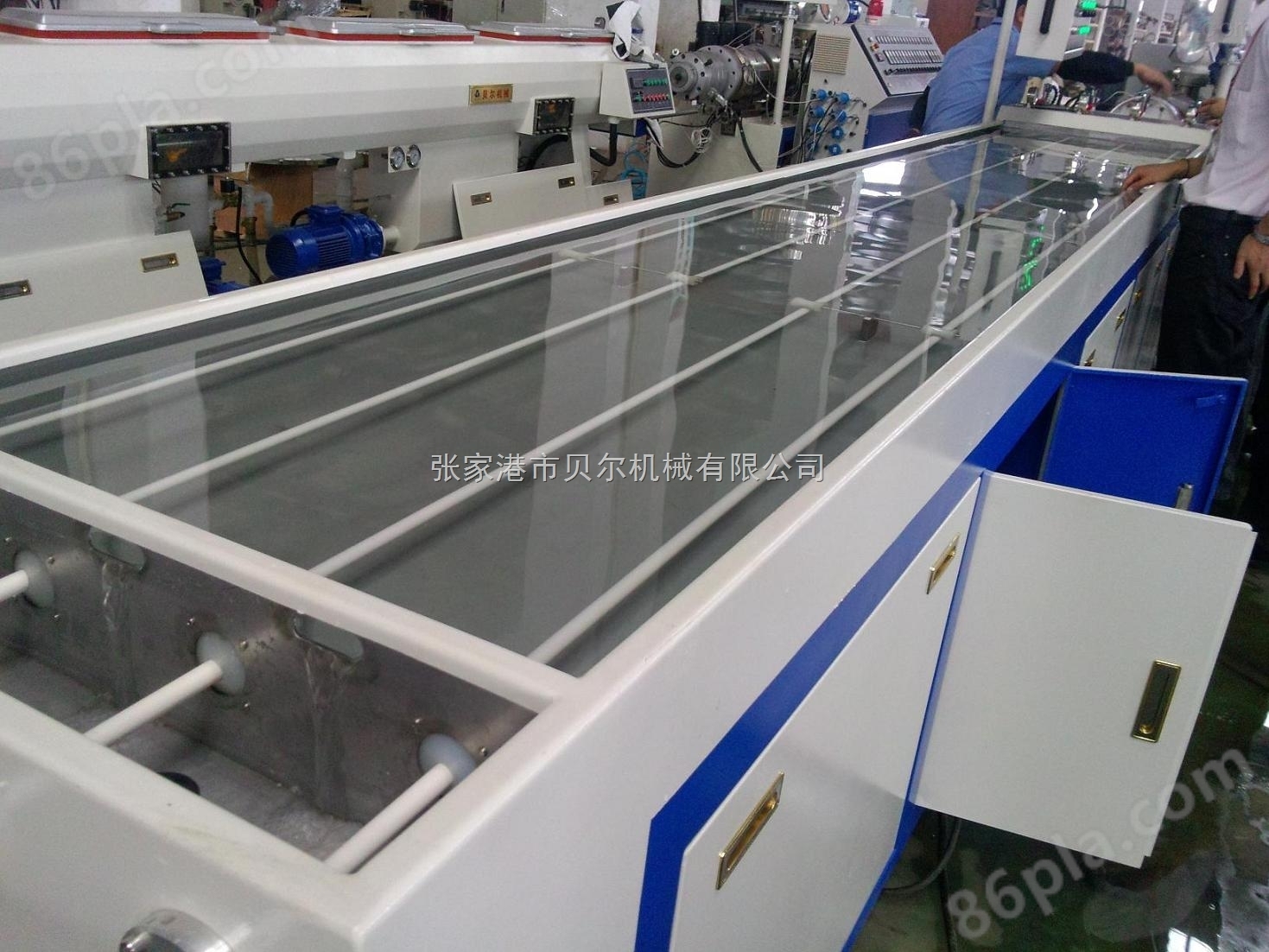
③真空定徑水箱部分:采用本公司獨(dú)立開發(fā)的冷卻和定徑系統(tǒng),特殊設(shè)計(jì)的不銹鋼箱體加長(zhǎng)型真空定徑箱,再加上循環(huán)水噴淋冷卻, 可以確保穩(wěn)定的直徑尺寸和圓整度,使用速度控制系統(tǒng),使?fàn)恳俣确€(wěn)定。并且真空定徑水箱上裝有前后移動(dòng)裝置和左右、高低調(diào)節(jié)手動(dòng)裝置
④牽引機(jī)部分:采用變頻調(diào)速,用于連續(xù)、自動(dòng)地將已冷卻變硬的管材從機(jī)頭處引出來,節(jié)約能源,穩(wěn)定耐用。
⑤切割機(jī)部分:由行程開關(guān)根據(jù)要求長(zhǎng)度控制后,進(jìn)行自動(dòng)切割,并延時(shí)翻架,實(shí)行流水生產(chǎn),切割機(jī)以定長(zhǎng)工開關(guān)信號(hào)為指令,完成切割全過程,在切割過程中與管材運(yùn)行保持同步,切割過程由電動(dòng)和氣動(dòng)驅(qū)動(dòng)完成,切割機(jī)設(shè)有吸塵裝置,將切割產(chǎn)生的碎屑及時(shí)吸出,并回收。
⑥翻料架部分:翻料動(dòng)作由氣缸通過氣路控制來實(shí)現(xiàn),翻料架設(shè)有一個(gè)限位裝置,當(dāng)切割鋸切斷管材后,管材繼續(xù)輸送,經(jīng)延時(shí)后,氣缸進(jìn)入工作,實(shí)現(xiàn)翻料動(dòng)作,達(dá)到卸料目的。卸料后經(jīng)延時(shí)數(shù)秒自動(dòng)復(fù)位,等待下一循環(huán)。
本公司結(jié)合西歐九十年代末先進(jìn)技術(shù)開發(fā)而成。主機(jī)為JZ51/105 或 SJZ65/132 錐形雙螺桿擠出機(jī),配以雙管單控不銹鋼噴淋定型機(jī),生產(chǎn)時(shí)避免了一管調(diào)整而影響另一管的浪費(fèi)現(xiàn)象,自動(dòng)單控雙牽引機(jī)和切割同前面雙定型技術(shù)融為一體,使操作更加靈活,讓您領(lǐng)略分別單獨(dú)控制雙管齊下帶來的效益,雙管擠出管徑從?20-?63,能充分利用擠塑機(jī)的擠出能力,即使生產(chǎn)小口徑的管材也可以達(dá)到*的產(chǎn)量。
雙管擠出生產(chǎn)設(shè)備主要技術(shù)參數(shù) Main Technical parometer: |
主機(jī)擠出量 (kg/h) | 150-250 | 真空噴淋定型箱長(zhǎng)度 (m) | 6 | 牽引速度 (m/min) | 0-15 | zui大生產(chǎn)管徑 (雙管.mm) | Φ63 | 牽引力 (N) | 2000 | 驅(qū)動(dòng)電機(jī)功率 (kw) | 18.5 |
|
|