
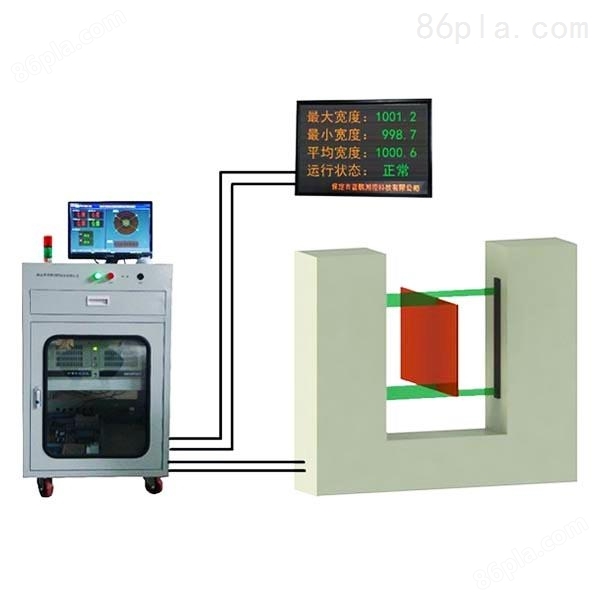









反饋控制系統設計與實現測量完成后,測量數據由工控機完成與預設值比對,反饋調整定徑裝置,實現有效糾偏,以及控制報警等。塑料腸衣由吹膜機進行兩次膨脹和真空定徑后,經過冷卻裝置到達收卷裝置,測寬裝置安裝在收卷之前。經過冷卻處理后的腸衣,其折徑寬度將不再發生變化,線陣CCD對其進行在線測量,當測量值在有效數據范圍內即腸衣折徑合格時,則系統不報警,繼續進行測量。當測量值偏小于預設標準值時,工控機將反饋作用于拉伸裝置,發出降低拉伸速比指令,實現增大折徑寬度的目的,當測量值偏大于預設標準值時,工控機也將反饋作用于拉伸裝置,發出提高拉伸速比指令,實現減小折徑寬度的目的。當偏差超過上下極限值時,腸衣被認定為不合格。當測量寬度超過偏差上下*,操作面板上紅燈亮,顯示屏上顯示的測量值變為紅色,同時蜂鳴器響起提示。
基于線陣CCD在線測量方法測得的薄膜折徑***度對比人工卡量方式較高。其測量方式符合工藝要求,滿足在線測量需要。經試驗驗證,從線陣CCD尺寸測量原理出發,該系統可以有效對運動腸衣進行在線檢測,精度達到0.02mm,滿足生產需要,同時腸衣在線實時檢測系統的反饋控制實現了腸衣產品質量雙重保證,有效地實現了吹膜機的生產智能化,*地提高了腸衣的生產質量和生產效率,實現了較高的社會效益和經濟效益。












