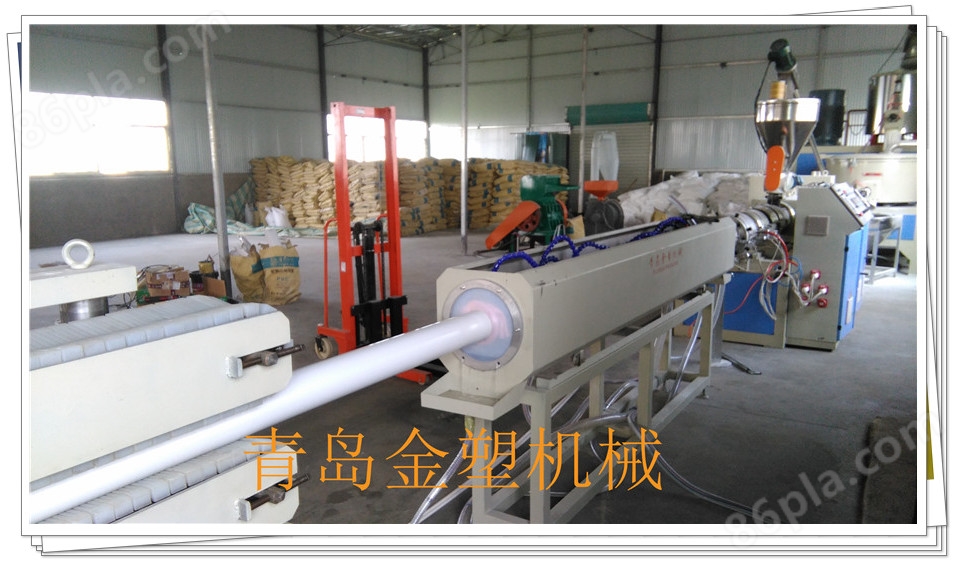






小型pvc管生產設備
因設備型號、規格較多,詳細信息及價格請詳詢(機型可定制)
生產線組成部分及功能:
(1)原料混合:
是將PVC穩定劑、增塑劑、抗氧化劑等其它輔料,按比例、 工藝先后加入高速混合機內,經物料與機械自摩擦使物料升溫至設定工藝溫度,然后經冷混機將物料降至40-50度;這樣就可以加入到擠出機的料斗。
(2)擠出機部分:
本機裝有定量加料裝置,使擠出量與加料量能夠匹配,確保制品穩定擠出。由于錐形螺桿的特點,加料段具有較大的直徑,對物料的傳熱面積和剪切速度比較大,有利于物料的塑化,計量段螺桿直徑小,減少了傳熱面積和對熔體的剪切速度,使熔體能在較低的溫度下擠出。螺桿在機筒內旋轉時,將PVC混合料塑化后推向機頭,從而達到壓實、熔融、混煉均化;并實現排氣、脫水之目的。加料裝置及螺桿驅動裝置采用變頻調速,可實現同步調速。
(3)擠出模頭部分:
經壓實、熔融、混煉均化的PVC,有后續物料經螺桿推向模頭,擠出模頭是管材成型的關建部件。
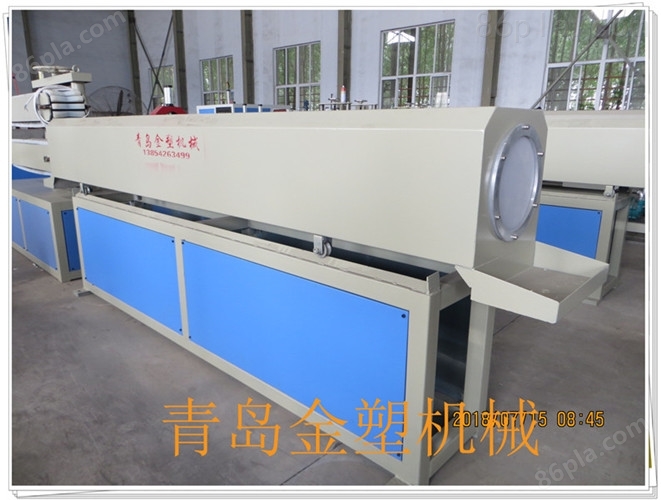
(4)真空定型:
水箱用于管材的定型、冷卻, 真空定型水箱上裝有供定型和冷卻的真空系統和水循環系統,不銹鋼箱體,循環水噴淋冷卻, 真空定型水箱上裝有前后移動裝置和左右、高低調節手動裝置。
(5)牽引機:
用于連續、自動地將已冷卻變硬的管材從機頭處引出來,變頻調速。
(6)切割機:
由行程開關根據要求長度控制后,進行自動切割,并延時翻架,實行流水生產,切割機以定長工開關信號為指令,完成切割全過程,在切割過程中與管材運行保持同步,切割過程由電動和氣動驅動完成,切割機設有吸塵裝置,將切割產生的碎屑及時吸出,并回收。
(7)翻料架
翻料動作由氣缸通過氣路控制來實現,翻料架設有一個限位裝置,當切割鋸切斷管材后,管材繼續輸送,經延時后,氣缸進入工作,實現翻料動作,達到卸料目的。卸料后經延時數秒自動復位,等待下一循環。
小型pvc管生產設備
項目 | PVC-63 | PVC-160 | PVC-250 | PVC-315 | PVC-450 | PVC-630 |
生產管材規格(mm) | Φ16-Φ63 | Φ75-Φ160 | Φ125-Φ250 | Φ180-Φ315 | Φ200-Φ450 | Φ355-Φ630 |
真空箱長度(mm) | 6000 | 6000 | 6000 | 6000 | 6000 | 6000 |
真空度(MPa) | -0.03~0.08 | -0.03~0.08 | -0.03~0.08 | -0.03~0.08 | -0.03~0.08 | -0.03~0.08 |
*大牽引力(N) | 10000 | 15000 | 20000 | 25000 | 30000 | 50000 |
*大牽引速度(m/min) | 10 | 6 | 4 | 3 | 2 | 1.4 |
有效牽引長度(mm) | 1000 | 1500 | 1500 | 1500 | 1800 | 1600 |
壓縮空氣能力(m3/h) | 0.4 | 0.6 | 1.0 | 1.2 | 1.5 | 2.0 |
耗水量(m3/h) | 5 | 6 | 7 | 8 | 9 | 12 |
生產線長度(m) | 20 | 22 | 30 | 30 | 36 | 42 |
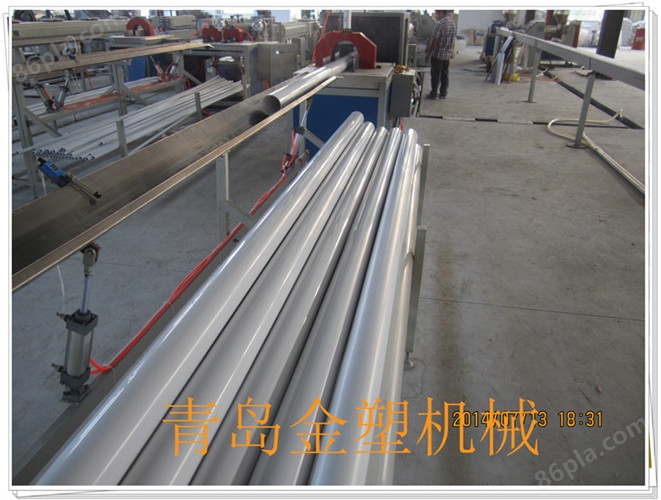
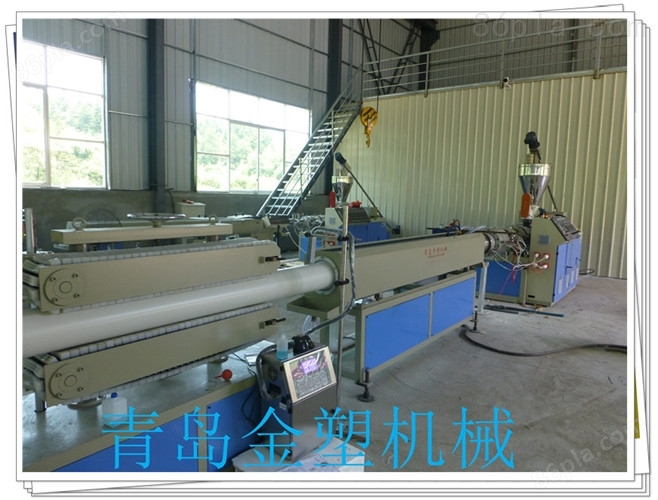
設備實拍展示