



 密耐磨、精益求精創(chuàng)新產(chǎn)品。
密耐磨、精益求精創(chuàng)新產(chǎn)品。
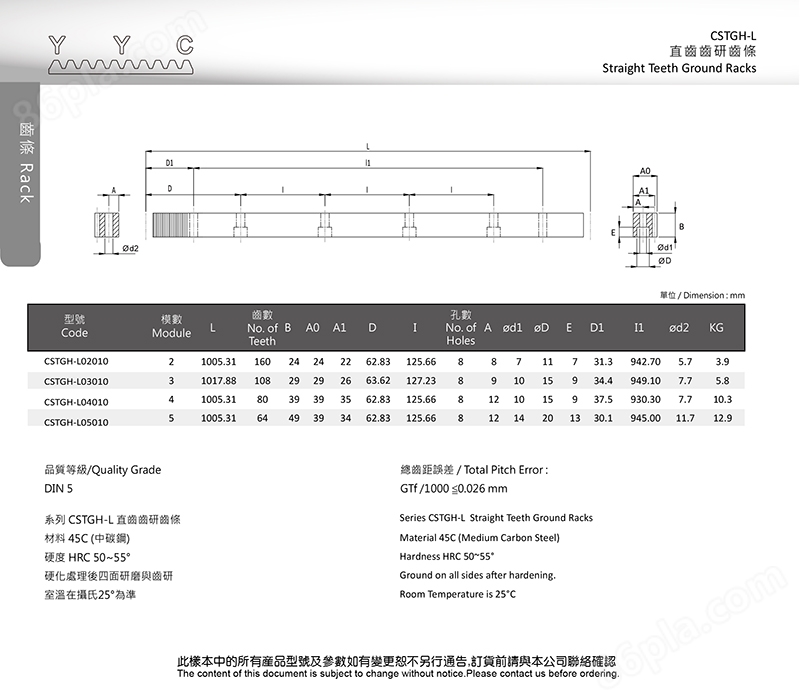
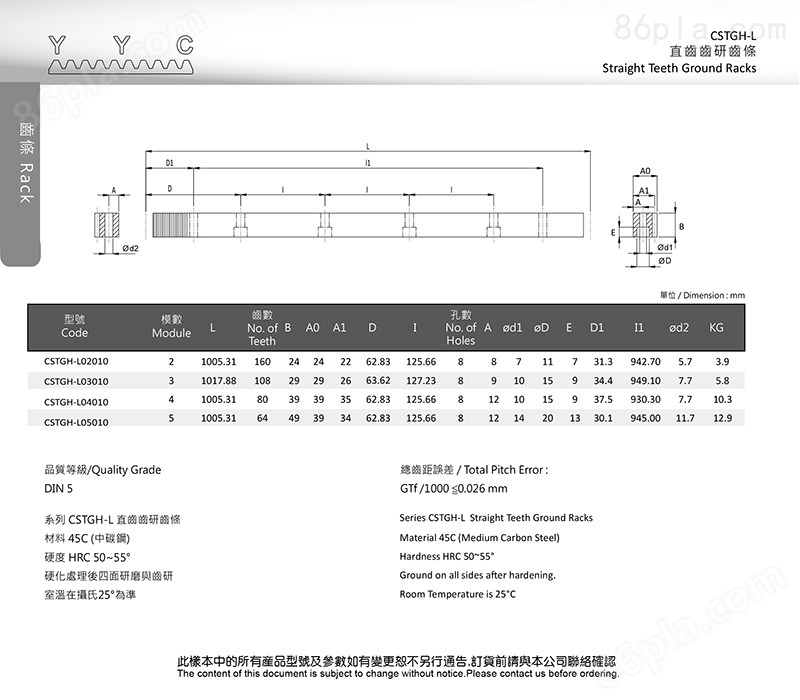
CSTGH02010-Q5 24*24*1005.31L*M2
CSTGH03010-Q5 29*29*1017.88L*M3
CSTGH04010-Q5 39*39*1005.31L*M4
CSTGH05010-Q5 49*39*1005.31L*M5
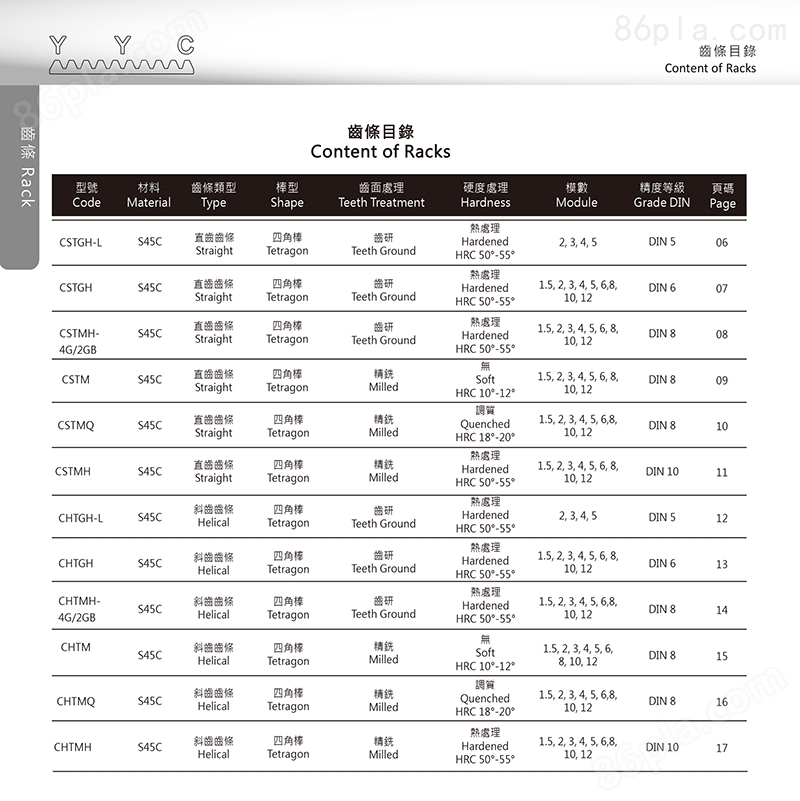
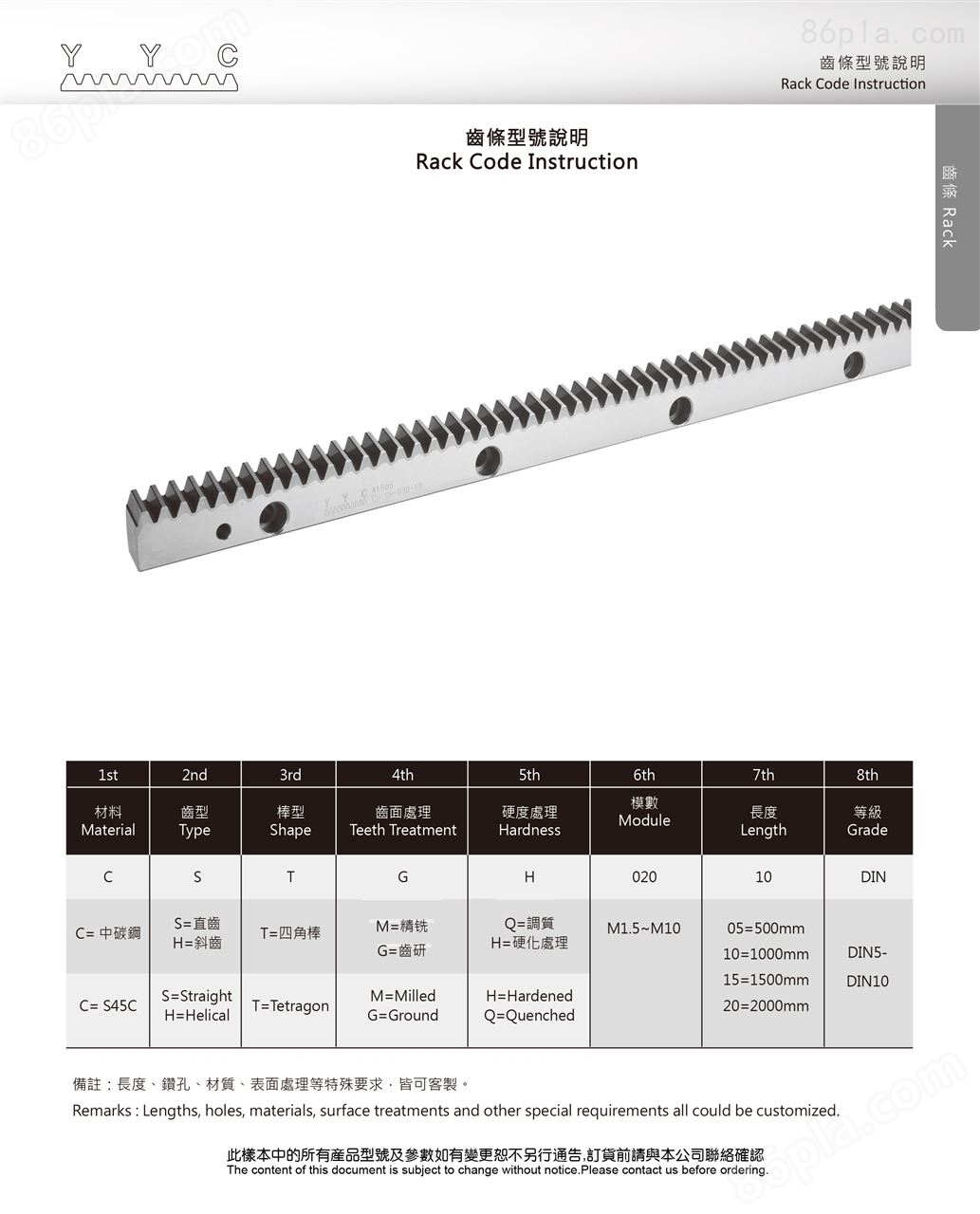
精密齒條直齒研磨CHTGH-Q5
國(guó)內(nèi)主要采用公制/模數(shù)(M/m),齒條模數(shù)=分度圓直徑÷齒數(shù)=齒輪外徑÷(齒數(shù)+2)。公制齒條主要型號(hào)有:M0.4 M0.5 M0.6 M0.7 M0.75 M0.8 M0.9 M1 M1.25 M1.5 M1.75 M2
M2.25 M2.5 M2.75 M3 M3.5 M4 M4.5 M5 M5.5 M6 M7 M8 M9 M10 M12 M14 M15 M16 M18 M20 M22 M24 M25 M26 M28 M30
D齒條是歐美等國(guó)采用的英制齒輪(徑節(jié)齒輪),是指每一英寸分度圓直徑上的齒數(shù),該值越大齒越小。徑節(jié) DP=z/D (z —齒數(shù),D—分度圓直徑,英寸),以徑節(jié)DP單位為 (1/in)
。它與公制的換算關(guān)系為 m=25.4/DP,也就是說(shuō)它和我們常用的模數(shù)是一樣的。英制齒條主要型號(hào)有:DP1 DP1.25 DP1.5 DP1.75 DP2 DP2.25 DP2.5 DP2.75 DP3 DP4 DP4.5 DP5
DP6 DP7 DP8 DP9 DP10 DP12 DP14 DP16
圓柱齒輪的加工工藝一般應(yīng)包括以下內(nèi)容:齒輪毛坯加工、齒面加工、熱處理工藝和齒面精加工。 在編制過(guò)程中,由于齒輪結(jié)構(gòu)、精度等級(jí)、生產(chǎn)批次和生產(chǎn)環(huán)境的不同,經(jīng)常采用各種工藝方案。。
1 )齒輪毛坯的形成:鍛造、棒料或鑄造
2 )粗加工:去除更多余量
3 )半成品加工:車(chē)削、滾壓和開(kāi)槽
4 )熱處理:淬火回火、滲碳淬火、齒面高頻感應(yīng)淬火等
5 )精加工:精加工基準(zhǔn)和精加工齒形
主要產(chǎn)品:主要產(chǎn)品
我們主要介紹各種機(jī)架的主要特點(diǎn) 精密齒條直齒研磨CHTGH-Q5
( 1 )由于齒條齒廓是直的,齒廓上的所有點(diǎn)具有相同的壓力角,并且等于齒廓的傾斜角,這稱(chēng)為齒廓角,標(biāo)準(zhǔn)值為20°。
( 2 )任何平行于波峰線(xiàn)的線(xiàn)具有相同的節(jié)距和模量。
( 3 )平行于齒頂線(xiàn)且齒厚等于齒槽寬度的直線(xiàn)稱(chēng)為分度線(xiàn)(中線(xiàn)),它是計(jì)算齒條尺寸的參考線(xiàn)。