
















“PVC 一出二管材 卷芯管生產線”參數說明
| 是否有現貨: | 是 | 品牌: | 盛凱瑞 |
| 可生產管材類型: | PVC管 | 售后服務: | 保修一年 |
| 管徑范圍: | φ16-110 | 擠出能力: | 180——450kg/h |
| 型號: | sjz-55 65 80 | 規格: | skr-120 132 156 |
| 商標: | 盛凱瑞 | 包裝: | 貨柜 |
| 電機功率: | 80 90 110 120KW | 生產速度: | 12 15 20 8 米/分鐘 |
| 產量: | 100 |
“PVC 一出二管材 卷芯管生產線”詳細介紹
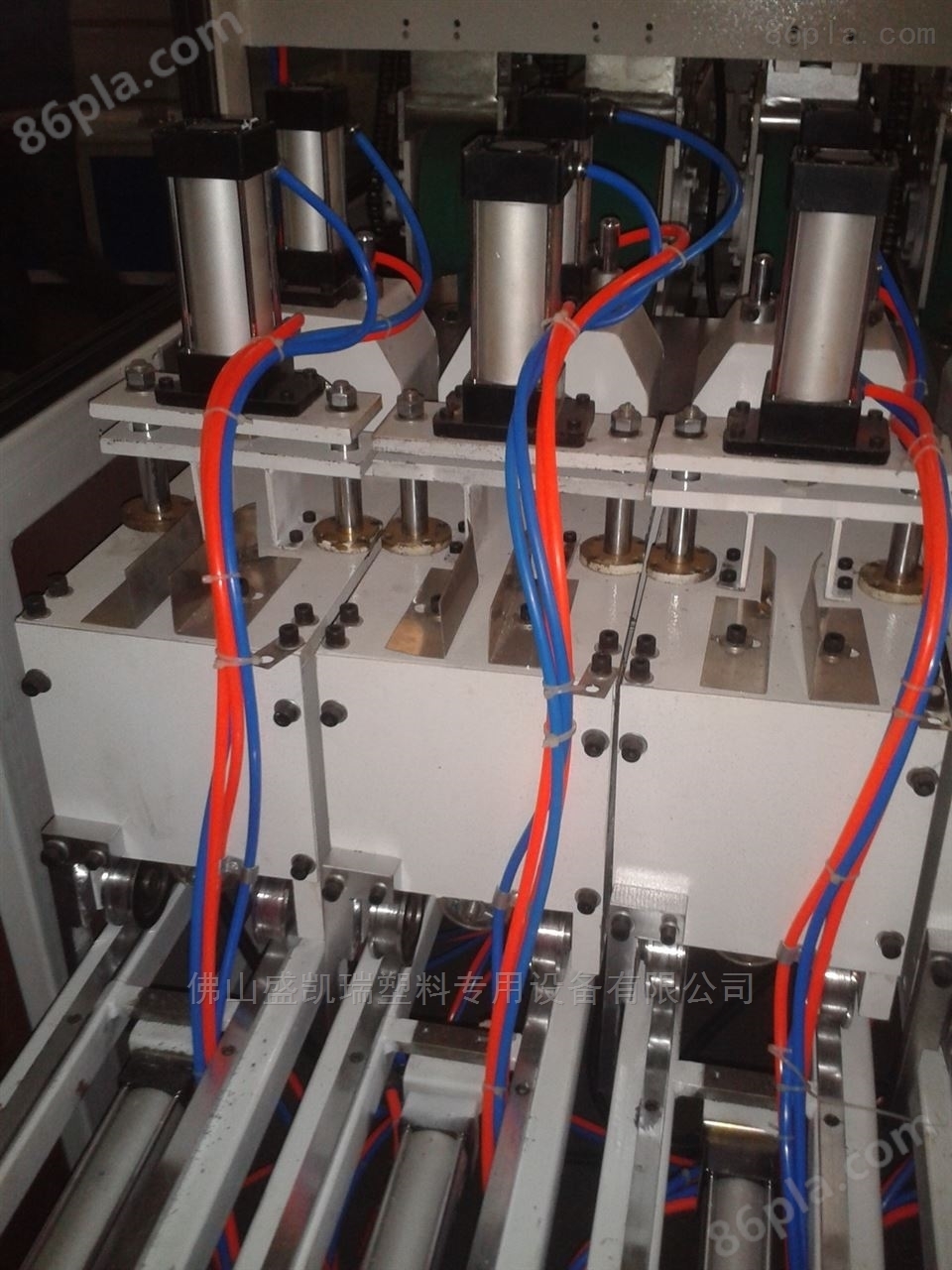
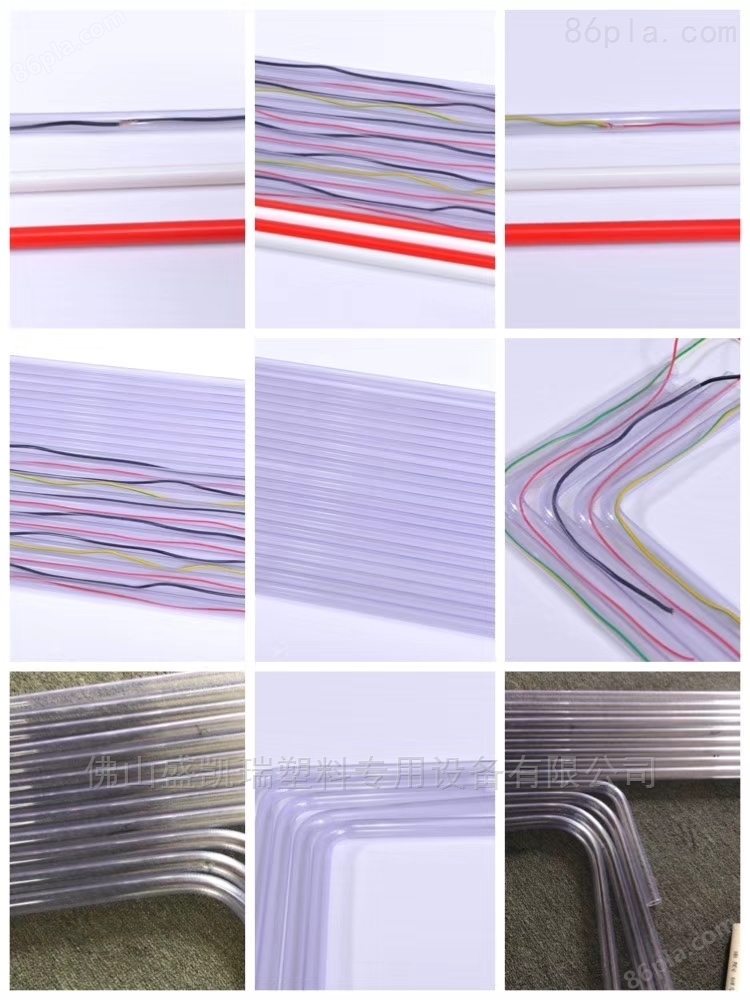
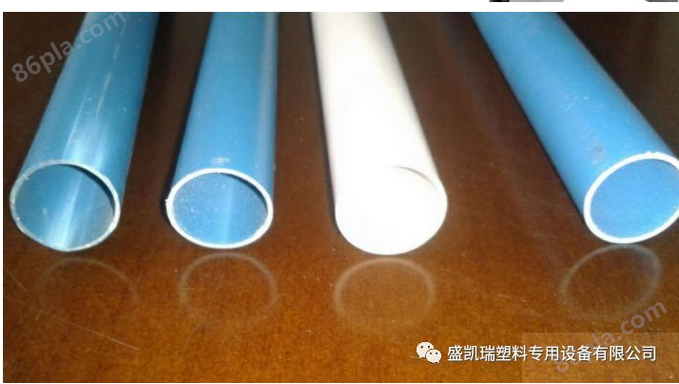
PVC一出二管材卷芯管生產線基本介紹PVC一出二管材卷芯管生產線是結合*進技術開發而成錐形雙螺桿擠出機,配以雙管單控不銹鋼噴淋定型箱,生產時避免了一管而調整而影響另一管的浪費現象,自動單控雙牽引機和切割同前面雙定型技術融為一體,使操作更加靈活讓您領略分別單獨控制雙管齊下帶來的效益,雙管擠出管徑從φ16-φ110,能充分利用擠塑機的擠塑能力,及時生產小口徑的管材也可以達到*的產量。PVC一出二管材卷芯管生產線性能特點PVC管材生產線主要用于生產農用給排水、建筑給排水、建筑穿線管、線纜鋪設等方面的各種管徑、壁厚的塑料PVC管材,該機給由錐形雙螺桿擠出機、真空定型箱、牽引機、切割機、翻料架或擴口機等到組成。螺桿擠出機及牽引機采用交流變頻調速裝置,真空泵及牽引電機均采用優質產品。牽引有二爪、三爪、四爪、六爪等牽引機方式。可選用鋸片或行星切割形式,另可帶計長及增厚裝置,機組性能可靠、生產效率高。本公司可根據客戶的要求,配置裝置生產螺旋消音管和芯層發泡管機組。PVC一出二管材卷芯管生產線技術參數螺旋上料機1臺SJSZ51/105(SJSZ65/132)錐形雙螺桿擠出機1臺一出二模具1套真空定型箱1臺噴碼印字機1臺爪式牽引機1臺行星切割機1臺堆放架1臺破碎機,磨粉機等輔機1臺PVC一出二管材卷芯管生產線使用說明二、PVC管材生產線設備功能(1)、原料混合:是將PVC穩定劑、增塑劑、抗氧化劑等其它輔料,按比例、工藝先后加入高速混合機內,經物料與機械自摩擦使物料升溫至設定工藝溫度,然后經冷混機將物料降至40-50度;這樣就可以加入到擠出機的料斗。(2)、擠出機部分:本機裝有定量加料裝置,使擠出量與加料量能夠匹配,確保制品穩定擠出。由于錐形螺桿的特點,加料段具有較大的直徑,對物料的傳熱面積和剪切速度比較大,有利于物料的塑化,計量段螺桿直徑小,減少了傳熱面積和對熔體的剪切速度,使熔體能在較低的溫度下擠出。螺桿在機筒內旋轉時,將PVC混合料塑化后推向機頭,從而達到壓實、熔融、混煉均化;并實現排氣、脫水之目的。加料裝置及螺桿驅動裝置采用變頻調速,可實現同步調速(3)、擠出模頭部分:經壓實、熔融、混煉均化的PVC,有后續物料經螺桿推向模頭,擠出模頭是管材成型的關建部件。(4)、真空定型水箱用于管材的定型、冷卻,真空定型水箱上裝有供定型和冷卻的真空系統和水循環系統,不銹鋼箱體,循環水噴淋冷卻,真空定型水箱上裝有前后移動裝置和左右、高低調節手動裝置。(5)、牽引機用于連續、自動地將已冷卻變硬的管材從機頭處引出來,變頻調速。(6)、切割機:由行程開關根據要求長度控制后,進行自動切割,并延時翻架,實行流水生產,切割機以定長工開關信號為指令,完成切割全過程,在切割過程中與管材運行保持同步,切割過程由電動和氣動驅動完成,切割機設有吸塵裝置,將切割產生的碎屑及時吸出,并回收。(7)、翻料架翻料動作由氣缸通過氣路控制來實現,翻料架設有一個限位裝置,當切割鋸切斷管材后,管材繼續輸送,經延時后,氣缸進入工作,實現翻料動作,達到卸料目的。卸料后經延時數秒自動復位,等待下一循環。PVC一出二管材卷芯管生產線采購須知三、PVC管材用途(1)PVC管材,是指做成管材的主要原料是PVC樹脂粉。PVC管材的種類一般是以管材的用途來分的:排水管,給水管,電線管,電纜護套管……因為做的原料配方是有區別的,各類管的抗壓性等各方面的指標是不一樣的。PVC給水管配合給水配件,用于樓房的給水工程。PVC排水管用于排污……四、辨別PVC管材的好壞的方法(1)先看表面光潔度,以及白度。(2)拿樣品摔,容易摔碎者一般是高鈣產品,當然要符合你們的要求價格合適的話是可以的。(3)拿樣品用腳踩管材的邊,看看是否能裂開,或者裂開后的斷裂伸長率。(4)耐侯方面挺麻煩的。直接的辦法就是拿到高溫高光的地方放個幾天,看表面變化率,但太浪費時間。主要看前3項就好。














