







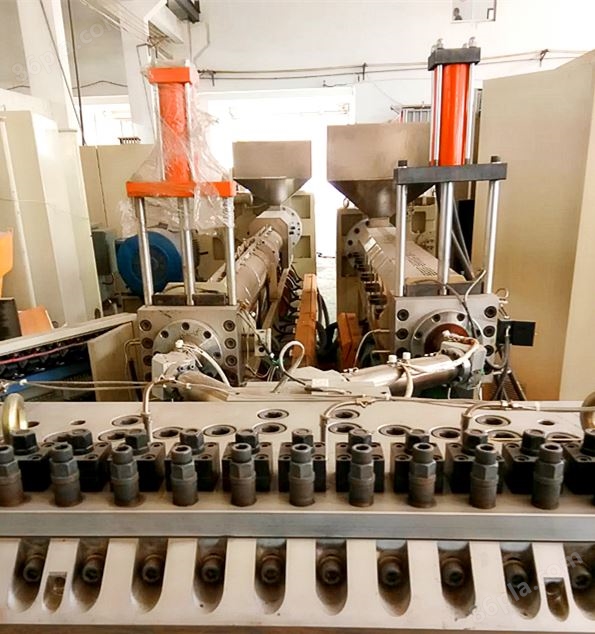


預(yù)制型-SJ260_塑膠跑道擠出機(jī)-設(shè)備廠家
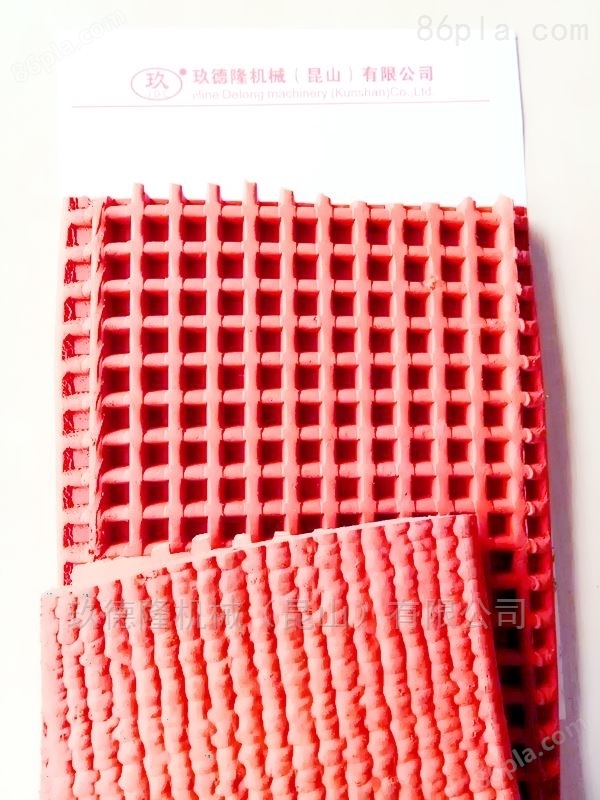
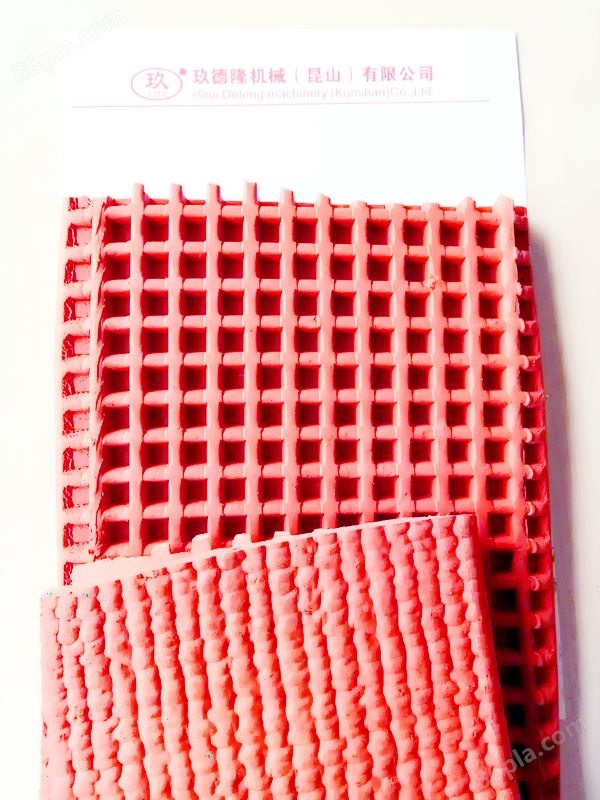
擠出成型 :使高聚物熔體(或粘性流體)在擠出機(jī)的螺桿或柱塞的擠壓作用下,通過一定形狀的口模而連續(xù)成型,所得的制品為具有恒定斷面形狀的連續(xù)產(chǎn)品。
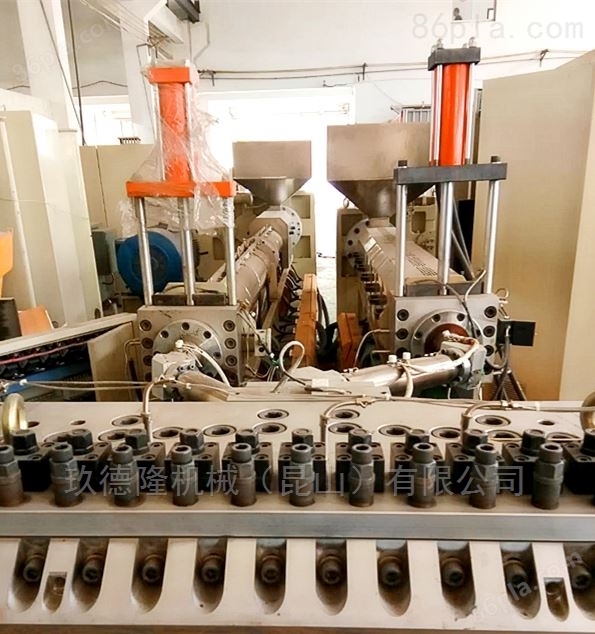
擠出成型基本過程:螺桿旋轉(zhuǎn),連續(xù)地將塑化好的物料從擠出機(jī)料筒輸送到一定形狀的口模(機(jī)頭),使之在熔融狀態(tài)下成型,然后通過牽引裝置連續(xù)地從口模中拉出,并同時(shí)進(jìn)行冷卻定型處理。 關(guān)鍵部分?jǐn)D壓系統(tǒng):螺桿+料筒,
輔機(jī):機(jī)頭(口模)定型裝置 冷卻裝置 牽引裝置 切割裝置 堆放或卷取裝置
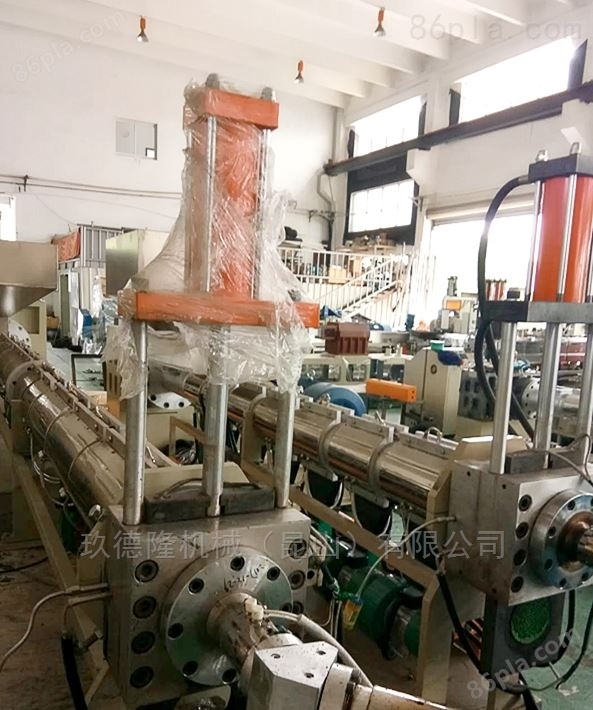
加料口:在料筒上,起進(jìn)料作用。進(jìn)料口處可水冷卻,防止聚合物過早升溫,加強(qiáng)輸送效果。上料部分作用:將物料輸送到加料斗,連續(xù)均勻供料,預(yù)熱干燥 ,混合。
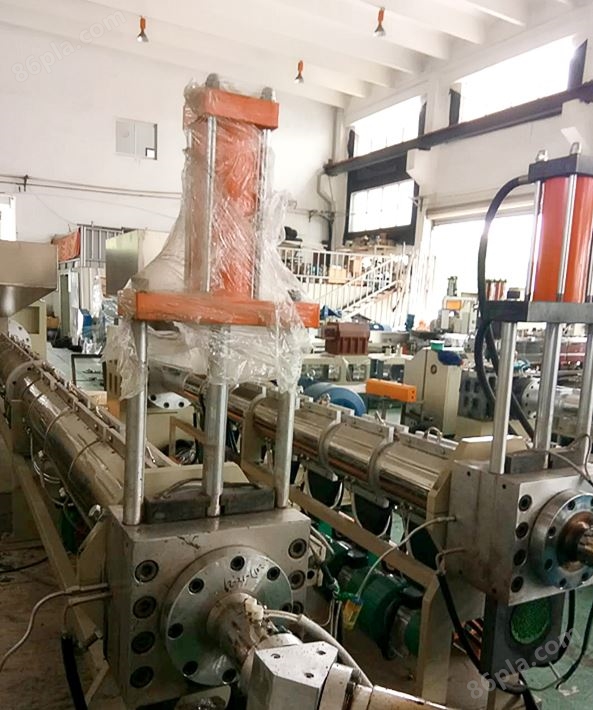
預(yù)制型-SJ260_塑膠跑道擠出機(jī)-設(shè)備廠家
螺桿主要參數(shù): 螺桿直徑D、長(zhǎng)徑比L/D、螺桿壓縮比A、螺槽深度H1和H3、螺旋角、螺紋棱部寬E等
螺桿的長(zhǎng)徑比L/D:螺桿工作部分的有效長(zhǎng)度L和直徑D之比。決定螺桿體積容量的主要因素,影響熱量從料筒壁傳給物料的速率。有效工作長(zhǎng)度取決于物料經(jīng)過多長(zhǎng)歷程,才達(dá)成型所需的粘流態(tài)。
增大長(zhǎng)徑比,改善塑料的溫度分布,混合更均勻,漏流和逆流減小,生產(chǎn)能力提高,是發(fā)展方向。一般為25。












