










安陽300鋼帶排水管廠家技術規范
鋼帶排水管運用范疇:安陽300鋼帶排水管廠家技術規范
市政工程:埋地排水、排污管;
路途工程:鐵路、高速公路的滲、排水管;
工業:廣泛用于工業范疇的排污水管;
建筑工程:建筑物雨水管、地下排水管、排污管、通風管等;
垃圾填埋場污水搜集管;
大型港口、碼頭工程:大型機場、港口、碼頭工程的排水、排污管等;
體育運動場所:高爾夫球場、足球場等體育運動場所的滲水排水管;
水利工程:水源管、灌溉管及水電站輸水、排水的運用;
礦場:礦井通風、送風、排水、泥漿管;
通訊用管:鐵路、公路通訊,通訊電纜、光纜維護管;
水貯存體系:截留緩慢水流的儲水體系;
農業工程:農田、果園、茶園以及林帶排灌;
海水輸送管。

洛陽國潤新材出產鋼帶排水管、鋼帶增強PE螺旋波紋管已經過了國家化學建筑資料測驗中心的各項測驗。復合增強鋼帶大強度高,耐壓和抗沖擊強度高,契合各種工程的運用要求,質量穩定,標準全,出產規模大,工期有保障。
本文根據對某吹填土地區鋼帶增強波紋管運營情況的跟蹤調查,總結鋼帶增強波紋管的常見病害,并對目前常用的非開挖修復技術進行了簡要介紹,分析適用鋼帶增強波紋管的非開挖修復方法和條件,后結合工程實例,闡述了鋼帶增強波紋管非開挖修復技術的應用決策與施工流程。經總結分析,相對于傳統的開挖更換管道工藝,管道非開挖修復技術具有工期短,占地少,造價低、安全、環保等優勢,非常適合鋼帶增強波紋管的病害修復。
鋼帶排水管熱熔擠出焊接銜接辦法
1、 熱熔擠出焊接的結構:熱熔擠出焊接是選用熱風擠出焊接東西,先將管材被銜接兩頭加熱,焊槍擠出熔融的聚乙烯料,把銜接縫兩頭的聚乙烯資料熔融接成一體的銜接辦法。這是把聚乙烯資料熔融成整體的銜接辦法,歸于剛性銜接。 擠出焊接的是利用分子熱運動的基本原理,經過擠出焊槍將PE焊條加熱(使焊條從固態變成了粘流體)并擠出。一起焊槍上配置的熱風槍加熱被焊P管的待焊面,經外力作用,接縫兩頭的PE資料彼此粘合使彼此間得到了很好的分散和彼此環繞,將管材銜接為一體,從而到達焊接的作用。
2、熱熔擠出焊接的施工關鍵
1)、在焊接前先檢查待焊接管材兩頭面是否切開平坦(如端面不平坦應進行修)。將待焊面控制在管材波谷居中方位,兩被焊管材調正到同一軸線(讓管材斷開部位盡可能對齊);接口處需留1-3mm空隙,以便于焊接(但大縫隙一般不超過5mm)。若達不到要求,則要用東西對接口進行局部修切。修切作業能夠從管外或管內(φ800以上的管道)進行。焊接區域有必要確保清潔、枯燥。不得有塵土和其他雜質存在;并對焊接區域內、外外表進行打磨處理,除去氧化表層。
2)、焊接所用的焊條一般應由管材出產廠配套供給,要求與出產管材所用的聚乙烯資料相同或與管材相融好的原料焊條,要求斷面為圓形、該焊條粗細共同并契合所選用焊槍焊接功能的要求。此焊條還有必要要求潔凈、枯燥、無任何污漬
3)有必要著重要運用帶熱風設備的杰出擠出焊機。焊接時熱風設備有必要將焊管材接縫端的聚乙烯預熱,使擠出的熔融聚乙烯能夠與管材融為一體。一切焊接斷面有必要豐滿,不能有漏焊和斷口。
4)、對管徑大于800mm的管材,一般應進行表里雙面焊接。
5)、依據環境條件設定熔料和熱風溫度;對熔料堅持一定的焊接壓力;有相應緩慢的冷卻時刻總歸, 一切焊接工藝及操作要求應按管材出產廠供給的焊接工藝
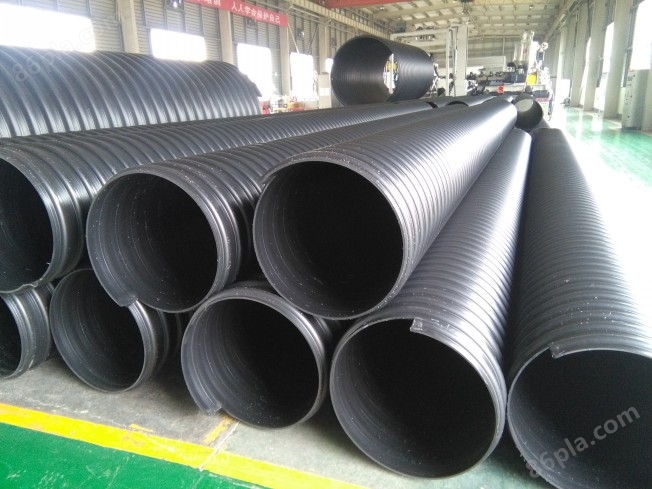
洛陽國潤新材專業出產鋼帶排水管、鋼帶增強PE螺旋波紋管、承插式鋼帶波紋管、大口徑鋼帶聚乙烯波紋管、鋼帶增強聚乙烯排污管,標準全,環鋼度高,履行CJ/T225-2011《埋地排水用鋼帶增強聚乙烯(PE)螺旋波紋管》規范。















