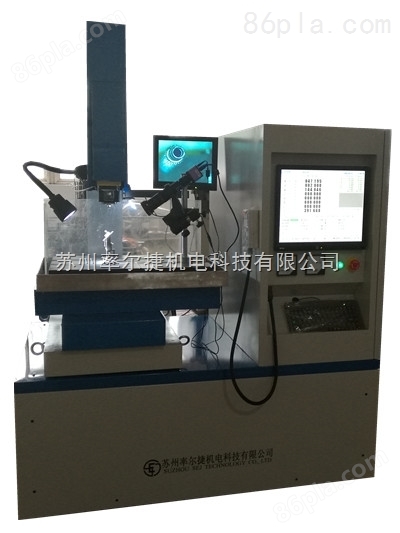






電火花微孔加工機床
電火花微孔加工機床利用電火花放電蝕除原理,能加工不銹鋼、黃銅、淬火鋼等各種導電材料。采用圓形細長絲電極或異形電極加工各種高精度、高光潔度的精密圓形和異形微孔。可加工¢0.08~¢1mm圓形和異形孔。主要適用于加工各類柴油,汽油發動機噴油嘴噴油微孔。紡織行業的化纖噴絲板精密噴絲孔。光纖行業的光纖接頭模具。模具制造行業中的拉絲模等眾多行業得到廣泛應用。
主機共可配置六軸。工作臺配置X、Y軸,完成工件各孔位置的移動,主軸頭配置了S軸, S軸為滾輪伺服運動軸,采用細分步進電機,完成加工中細長絲電極的伺服進給,主軸頭上裝有振動器,帶動電極作高頻振動,以利于加工中的排屑;立柱上配置了W軸,W軸為直線運動軸,完成導向器與工件之間高度位置的調整,采用交流伺服電機驅動,W軸也可以實現伺服加工。工作臺上可配置A、C回轉軸,用于空間角度多孔噴油嘴噴孔的加工,A軸擺動范圍±90o,C軸360o任意旋轉,A、C軸均采用交流伺服控制,控制當量0.001°。
機床性能
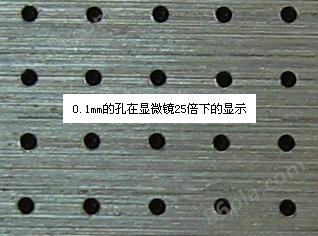
加工精密圓形微孔范圍一般在¢0.08~¢1mm。
孔的加工精度:±0.003mm(孔徑≤Φ0.2mm 厚度≤1.0mm 材料1Cr18Ni9Ti)。
加工表面粗糙度: Ra≤0.6μm 。
單孔加工時間﹤30秒(孔徑¢0.2mm 厚度1.0mm 材料1Cr18Ni9Ti)。
加工微孔圓周分布角及軸向夾角其散差不超過±1°。
加工微孔加工后針閥體噴孔流量在±3%之內。
數控X、Y、C、W軸采用交流伺服電機及驅動系統半閉環控制。交流伺服電機運動速度快比步進電機快10倍。
機床均采用滾動導軌、滾珠絲杠,精度高。自動高速進行微小孔加工。
計算機采用工控機,工控機性能穩定,干擾小。帶USB接口。
數控軟件為自主開發,可根據客戶要求定制。加工過程中,實際加工時間與設定時間偏差超過設定范圍時報警。具有自動對邊和找中心功能,采用G代碼編程和圖形化編程,可兼容CAD文件。
一鍵開啟,完成孔位自動加工,可以批量加工零件,整個加工過程除更換電極外實現自動加工。
機床主要技術參數
工作臺面尺寸:350x500 mm
X軸行程:320 mm
Y軸行程:400 mm
W軸伺服行程:200 mm
S軸伺服行程:400 mm
輸入功率:3 KVA
各軸行程可根據客戶要求定制機床的規格。
蘇州率爾捷機電科技有限公司提供數控電火花微孔機,噴絲板微孔加工,噴油嘴微孔加工的技術服務,公司可根據客戶特殊要求,量身定制各種電火花加工專機,同時可為客戶提供整套電加工解決方案。