
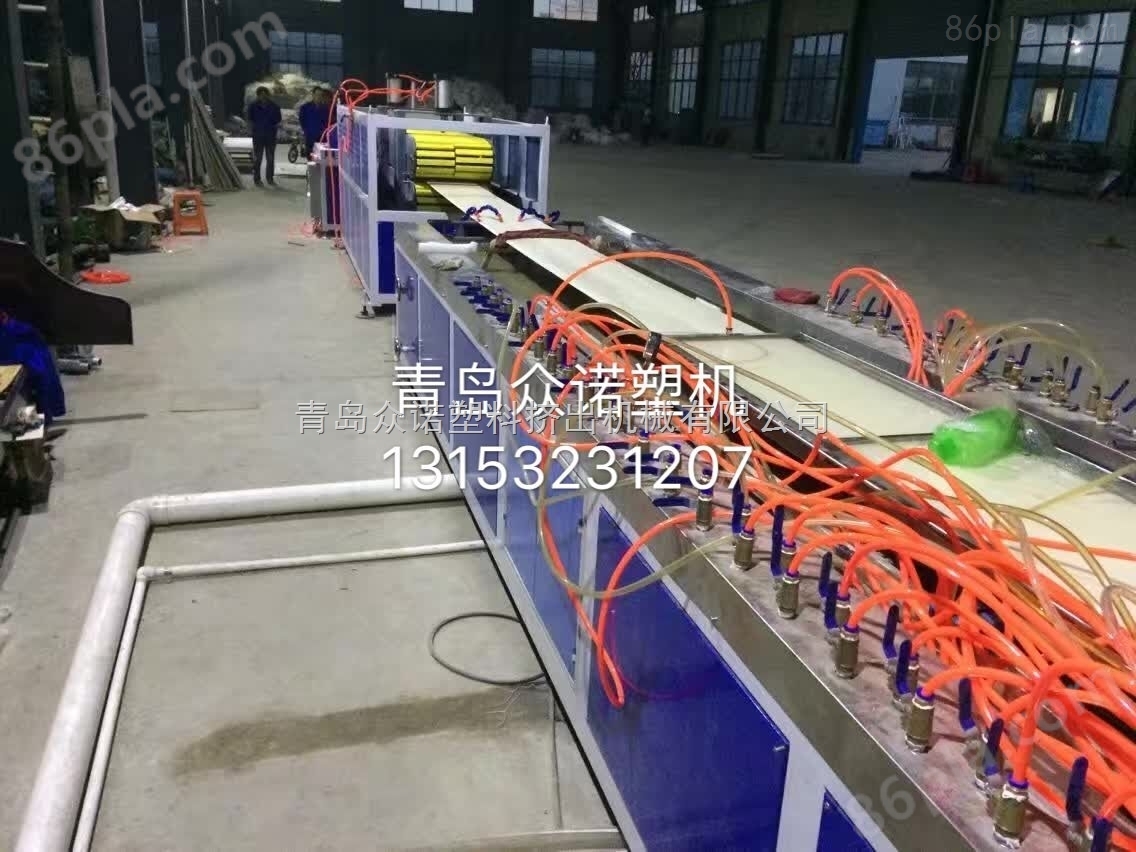









PVC塑料墻板生產線組成:
1、錐雙主機
2、真空定型臺
3、牽引機
4、切割機
5、翻料架
生產線采用智能控制, 自動化程度高, 運行穩定, 操作簡便, 生產效率高. 另外昆山眾捷一直堅持以客戶為本, 始終貫徹"交鑰匙"方案, 為客戶提供上門安裝調試生產以及培訓和原料配方, 確保客戶能夠自主穩定生產.
PVC塑料墻板生產線設備配備:
1、65錐雙擠出生產線,用于生產較大線條和較窄較薄板材類制品
2、51錐雙擠出生產線,用于生產較小線條類制品
3、80錐雙擠出生產線,用于生產較寬較厚板材類制品
4、高速混料機500/1000
5、破碎機
6、磨粉機
7、覆膜機
PVC護墻板生產工藝
1)檢查墻板模具是否裝上,各固定螺絲是否上緊;再檢查模具上的各加熱板是否裝上,其接上的加熱插頭與熱電偶是否為一一對應。
2)檢查墻板的定型模和水冷槽。調整定型模的位置使其與模具對正,并與模具處于一條直線上;調整水冷槽使其與定型模和模具處在一條直線上。
3)檢查墻板生產線的牽引機與鋸臺。接通牽引機的氣和電并檢查其是否能正常壓緊放松并能調速;接通鋸臺的電氣并檢查其工作高度是否大于墻板高度,同時使鋸臺、牽引機和定型模、水冷槽保持在一條直線上。
4)檢查定型臺的水、真空是否暢通。將模具和定型模及水冷槽的水路全部接通,挨個檢查每條水路;檢查定型臺真空泵是否能正常工作,接好并檢查定型模上的抽真空的氣管。
5)檢查擠出機主機的供水管是否開啟,同時上述幾項都已完成并確認無誤后,合閘送電。
6)對螺桿、料筒進行預熱,按照使用原料情況,對所有加熱器設定給定溫度,料筒一到四區:142℃—148℃—182℃—180℃
合流芯:165℃
模具溫度180℃—190℃;
型材模具預熱時間不小于0.5小時,料筒時間不小于1.0小時;為防止上次未清干凈的物料焦料分解,可先對模具低溫預熱(130℃),再升到設定溫度開車。
7)所有溫度到達設定溫度后,至少溫度恒定半小時以后方能投料開車。
8)如果是*開車,擠出機中沒有物料,需先加入少量清洗料(92機40Kg,80機、65機20Kg左右),再加入生產用的物料。如果擠出機筒內已有清洗料,就可以直接加入生產用PVC料。
9)確認擠出機主機面板上的主機轉速和喂料轉速都處在零位上,再低速啟動主電機,啟動喂料電機,等物料從口模流出后,同時逐步同步提速,確保喂料電機與主電機轉速配合合理。
10)模具出料后觀察模具各方向的出料速度,當各方向的出料速度非常不勻時,調整模具溫度使其出料速度大致*。
定型模給水,將墻板進入定型模后將定型模上蓋板壓上,并用螺絲固定。開啟模具冷卻水,開真空,依墻板走向將墻板順入水槽壓板。墻板出水槽后,給水槽注入冷卻水,冷卻水溫15度左右。
11)將墻板引向切割臺,完成切割。
12)除塵設備起動、查看是否正常工作。
















