






加強級3PE防腐鋼管廠家生產的螺旋鋼管的制作工藝:原材料即帶鋼卷,焊絲,焊劑。在投入前都要經過嚴格的理化檢驗。帶鋼頭尾對接,采用單絲或雙絲埋弧焊接,在卷成鋼管后采用自動埋弧焊補焊。成型前,帶鋼經過矯平、剪邊、刨邊,表面清理輸送和予彎邊處理。采用電接點壓力表控制輸送機兩邊壓下油缸的壓力,確保了帶鋼的平穩輸送.采用外控或內控輥式成型。采用焊縫間隙控制裝置來保證焊縫間隙滿足焊接要求,管徑,錯邊量和焊縫間隙都得到嚴格的控制。內焊和外焊均采用美國林肯電焊機進行單絲或雙絲埋弧焊接,從而獲得穩定的焊接質量。焊完的焊縫均經過在線連續超聲波自動傷儀檢查,保證了*的螺旋焊縫的無損檢測覆蓋率。
高 ; ; 歡迎詢價 合作共贏
加強級3PE防腐鋼管工藝介紹;
一 3PE防腐鋼管在當前的建設中是*的,而相信通過科技的延伸,未來其還是有更加輝煌的成績.中油工程技術研究院在引進3PE涂敷技術初期,于1995年4月參照DIN30670-1991和NFA49-710(1988年3月版)編制了中國一個3PE涂敷施工驗收規范,用于陜京管道、庫鄯管道建設。同年升級為行業標準SY/T4013-1995,經過幾年工程建設的總結和實踐,2001年改版為SY/T0413-2002,并于2002年8月1號起實施。
二 聚乙烯與高密度聚乙烯為主,維卡軟化點定為不小于110℃;外防腐層的厚度按以低、中密度聚乙烯為主的德國標準DIN30670-1991來確定。*地提高了3PE防腐層的抗沖擊強度。SY/T0413-2002將3PE防腐層的剝離強度、抗沖擊的指標大幅提高,并明確規定了據一些料炭黑含量,保證了3PE防腐層的機械強度和耐候性能,并加大了補口剝離強度(即熱縮套、熱縮帶的對底漆鋼的剝離強度)抽測頻次。
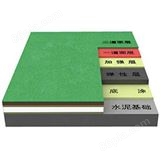
高密度聚乙烯外套防腐結構:在鋼管外表面包裹高密度聚乙烯材料制成,具有*的機械強度和優良的耐腐蝕性能,可以保護鋼管在運輸,安裝及使用過程中避免因外界因素而造成的破壞。制造外套管應添加抗氧劑,紫外線穩定劑和碳黑等。聚乙烯外套管易老化,如露天存放宜用篷布等物遮蓋,堆放處應遠離高熱源和火源,制成防腐鋼管后,禁止暴曬,驟冷,否則聚乙烯外套管易開裂,影響產品性能和使用壽命。 環氧粉末浸塑工藝防腐 環氧粉末一直是采用靜電噴涂工藝涂敷。由于環氧粉末浸塑工藝受附著力問題困擾,環氧粉末的浸塑始終沒能推廣。近年來隨著三椰環氧粉末浸塑磷化液開發成功,*攻克了環氧粉末浸塑工藝的附著力難題,開始出現環氧粉末的浸塑這一新興工藝。本產品應用廣泛,適用于海洋設施,石油化工,建筑行業和其他工礦企業的鋼結構和機械設備,各類儲罐,輸送管道等鋼材的防腐。防腐鋼管在我國石油,化工,天然氣,熱力,污水處理,水源,橋梁,鋼結構等管道工程領域有廣泛應用。