
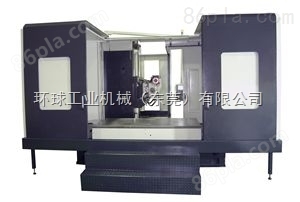








“三軸深孔鉆”: 采用日本 Fanuc 數控系統及馬達。
M 系列機床配有滑枕,使其加工范圍更加靈活。可以選配第二主軸,能把深孔加工及銑削加工一步完成。
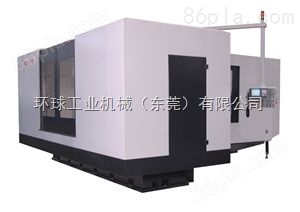
ME 系列配有噴吸鉆系統,速度比槍鉆快10倍,光潔度比槍鉆更好,適用于鉆大孔。

*機械三軸深孔鉆深孔加工方法的特點
*DHD數控是利用導向塊的作用進行孔加工,這一點對單刃鉆頭,BTA鉆頭和噴射鉆頭都是適用的,它不同于車·銑、刨等加工方法,我們*DHD系列深孔鉆機床特點是刀ju與工件之間并非是刀刃的單一接觸,而是還有dao具上附加的導向塊與工件相接觸,通過這種接觸,dao具被支承于孔中,因此,對于以上所說的深孔加工方法來說,zui終起作用的力不僅包括作用于daoju上的切削分力之和,而且也包括作用于*的導向塊上的正壓力和摩擦力。這種情況使得在定心階段非使用鉆模套不可。

簡述數控深孔加工的槍鉆系統
主要用于小直徑(一般小于35mm)深孔的鉆削加工,所需切削液壓力高、是zui常見的深孔
鉆削加工方式。其屬于內冷外排屑方式,切削液通過中空的鉆桿內部,到達鉆頭頭部進冷卻潤滑,并將切屑從鉆頭及鉆桿外部的V 型槽排出。適宜于中小批量的*DHD深孔鉆系統同樣屬于槍鉆加工系統,可方便的配置在車床、鏜床、加工中心等普通機床上,其daoju使用槍鉆,高壓力的氣霧為其提供冷卻和林屑的動力。
















