




東洋注塑機
SI-6系列(新)
Si-50-6 。 Si-230-6
Si-280-6 。 Si-350-6
Si-450-6 。 Si-680-6
Si-850-6 。 Si-130-6
Si-950-6 。 Si-180-6
Si-80-6 。 Si-100-6

新控制器 “SYSTEM 500”
通過高性能CPU可實現業界快的控制速度(比過去快5倍)。
大幅減少射出、保壓切換位置、時間、壓力等“變化點”的偏差,使成型品品質得到提高。
通過高性能數字壓力傳感器+低輸送阻力導向結構提高可塑化壓力的分辨率,實現高精度可塑化計量。
將*的成型技術、技能進行數字化
* V模式控制(應答性可變功能)
在速度多段控制、速度折線控制的基礎上,增加了通過V模式(加速模式)改變射出、開關模應答性的功能,可以輕松實現復雜數值的設置。
* JustPack控制
完成1次射出后,通過高精度的保壓程序控制,實現流暢的*填充。還可以防止產生毛邊。
* 成型導航功能
可以以導航形式輕松完成與基本理論相符的條件設定,發現錯誤輸入及設定遺漏會發出警報通知。
全新設計的射出裝置
每個型號都備有“標準”“高壓”“高速”“超高速”4種類型
支持薄壁、小零件精密成型
技術繼承
實現*鎖模的V形夾緊裝置和佳形狀的模具安裝板
確保計量密度穩定性的SRC-II計量方式(標準配置)
防止樹脂逆流的SRC-III計量方式(選購配置)
遵循安全標準
日本(日本產業機械工業會 K1001)、中國(國家標準 GB22530)
歐洲(CE標志)、 北美(ANSI/SPI)、韓國(KC標記)
備有適用各國安全要求的規格。
滿足大型機市場需求的高剛性寬面臺板
● 雖然機器的合模力為850噸,但是拉桿的間距是按照1000噸的級別設計的,
因此可以安裝更大一級的模具,增加了模具設計時的自由度。
● 模具安裝板采用佳形狀,既纖巧又具有高剛性,可以把合模力平均地傳
遞到模具表面上,有助于節約 能源、提高產品質量。
大型機的新肘節機構
使用與京都大學共同開發的「肘節佳化程序軟件」,對肘 節機構的各連桿長度、構成比例進行佳化分析,終于做出 了大型機的肘節機構。它可以降低開關模時的沖擊力、 實現更平穩的開關模動作。
TOYO的超高速射出裝置
型號齊全、既有適合小型機的也有適合大型機的,能夠滿足市場需求。TOYO的超高速射出裝置在行業內屬*,可以進行超薄壁成型、解決冷隔問題、減少變形量、產品形狀與模具保持高度吻合。
CH450B(小型機用)
世界上快級別的射出裝置
● 大功率三聯馬達
高扭矩、超低慣性的三聯馬達
● 采用可承受高負載的螺桿負載容量提高
34%,也可滿足短行程的高壓成型
● 對應高壓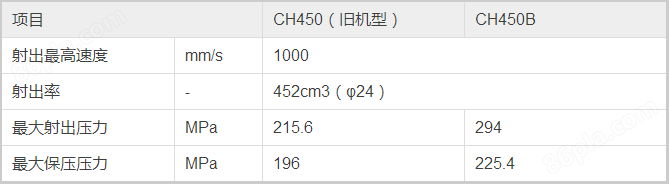
● 采用可承受高負載的螺桿負載容量提高34%,也可滿足短行程的高壓成型
● 強化定模板剛性
安裝有CH450B射出裝置的機器與標準機型相比,它的定模板較厚、剛性更高,
有助于提高精密成型零件的尺寸精度。
● 實現高應答射出性能
射出加速性能比較
射出高速度 :1000mm/s
加速時間 :0.018s( 5.6G )0-100%
射出率 : 452m3 /s( φ24 )
GD620(中、大型機用)
近年來隨著光學成型產品(導光板等)趨向大型化發展,對于中、大型的射出裝置的要求也越來越高,H900B就是新開發的中、大型機的超高速射出裝置,具有優良的高速、高壓射出性能。
●雙馬達規格
高扭矩、低慣性的雙聯伺服馬達
●采用可承受高負載的螺桿
采用使高速、高加速性能更完善的對應高負載的螺桿
●實現高應答射出性能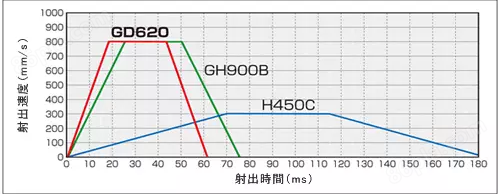
射出加速性能比較
射出高速度:800mm/s
加速時間:0.025s(3.27G)0-100%
射出率:1005m3 /秒( φ40 )
GD620(中、大型機用)
近年來隨著光學成型產品(導光板等)趨向大型化發展,對于中、大型的射出裝置的要求也越來越高,H900B就是新開發的中、大型機的超高速射出裝置,具有優良的高速、高壓射出性能。
●雙馬達規格高扭矩、低慣性的雙聯伺服馬達 
●采用可承受高負載的螺桿
采用使高速、高加速性能更完善的對應高負載的螺桿
TOYO的電動注塑機備有多種型號,可選擇的配置更豐富,確確實實地幫助客戶提高生產效率














