
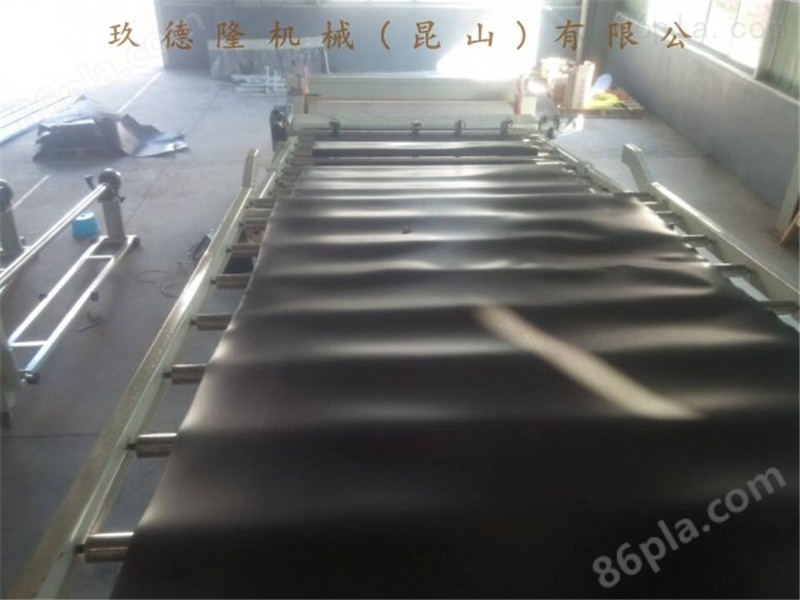


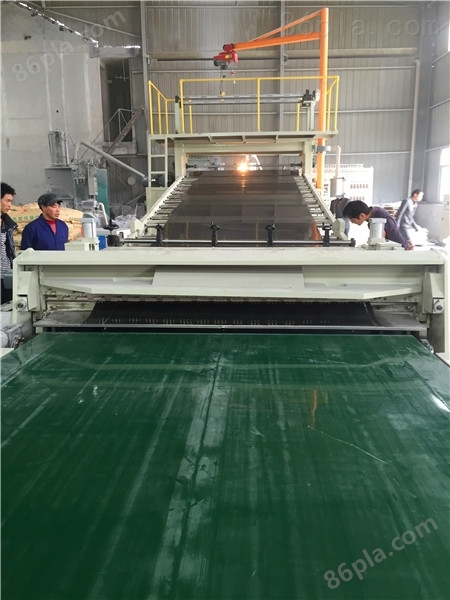






汽車地毯片材擠出機 地毯片材擠出機 片材擠出機
汽車內飾片材擠出機:塑料擠出機的擠出方法一般指的是在200度左右的高溫下使塑料熔解,熔解的塑料再通過模具時形成所需要的形狀。擠出成型要求具備對塑料特性的深刻理解和模具設計的豐富經驗、是一種技術要求較高的成型方法。
汽車內飾片材擠出機:塑料擠出機是一種常見的塑料機械設備,在日常操作擠出機的過程中,擠出機會出現各種各樣的故障,影響塑料機械正常生產,下面我們就對擠出機故障分析。
汽車內飾片材擠出機:主機電流不穩
1、生產原因:
⑴喂料不均勻。
⑵主電機軸承損壞或潤滑不良。
⑶某段加熱器失靈,不加熱。
⑷螺桿調整墊不對,或相位不對,元件干涉。
2、汽車內飾片材擠出機:處理方法:
⑴檢查喂料機,排除故障。
⑵檢修主電機,必要時更換軸承。
⑶檢查各加熱器是否正常工作,必要時更換加熱器。
⑷檢查調整墊,拉出螺桿檢查螺桿有無干涉現象。
主電機不能啟動
1、產生原因:
⑴加熱器某段不工作,物料塑化不良。
⑵可能有不容易熔化的異物。
⑶操作溫度設定偏低,或塑料的分子量分布寬,不穩定。
2、處理方法:
⑴檢查加熱器,必要時更換。
⑵清理檢查擠壓系統及機頭。
⑶核實各段設定溫度,必要時與工藝員協商,提高溫度設定值。
汽車內飾片材擠出機:主電啟動電流過高
1、產生原因:
⑴開車程序有錯。
⑵主電機線程有問題,熔斷絲是否被燒環。
⑶與主電機相關的連鎖裝置起作用
2、處理方法:
⑴檢查程序,按正確開車順序重新開車。
⑵檢查主電機電路。
⑶檢查潤滑油泵是否啟動,檢查與主電機相關的連鎖裝置的狀態。油泵不開,電機無法打開。
⑷變頻器感應電未放完,關閉總電源等待5分鐘以后再啟動。
⑸檢查緊急按鈕是否復位。
機頭出料不暢或堵塞
片材擠出機產生原因:
⑴主電機軸承損壞。
⑵主電機可控硅整流線路中某一可控硅損壞。
2、處理方法:
⑴更換主電機軸承。
⑵檢查可控硅整流電路,必要時更換可控硅元件。
汽車內飾片材擠出機:擠出成型是在擠出機中通過加熱、加壓而使物料以流動狀態連續通過口模成型的方法,也稱為“擠塑”。與其他成型方法相比,具有效率高、單位成本低的優點。擠出法主要用于熱塑性塑料的成型,也可用于某些熱固性塑料。擠出的制品都是連續的型材,如管、棒、絲、板、薄膜、電線電纜包覆層等。此外,還可用于塑料的混合、塑化造粒、著色、摻合等。擠出的產品可稱為“型材”,由于橫截面形狀大多不規則,因此又稱為“異型材”。
1、產生原因:
⑴加熱時間不足,扭矩大。
⑵某段加熱器不工作。
2、處理方法:
⑴開車時應用手盤車,如不輕松,則延長加熱時間或檢查各段加熱器是否正常工作。
主電機發出異常聲音
擠出機安全事項
!危險 主機電氣控制箱的電源接駁,電器更換,日常維護等工作必須由具有專業技能的人士執行。整套生產線的機器電源接駁,都必須妥善接地。否則可能會發生人身傷亡事故及設備損壞事故!
!注意 擠出機機頭、模具等部位在機運行時具有高溫高熱,請小心操作、謹防燙傷!
!注意 每次啟動擠出機時,必須保證擠出機的機筒溫度已達到被加工物料的加工溫度,且保溫半小時以上。啟動主機變頻器時啟動頻率不得超過5HZ,否則可能會引起設備損壞事故!
國內片機制造水平的逐步提高,促進了國內生產塑料片材企業的增加和片材品種的多樣化,同時也促進了熱成型包裝行業*的興盛。












