
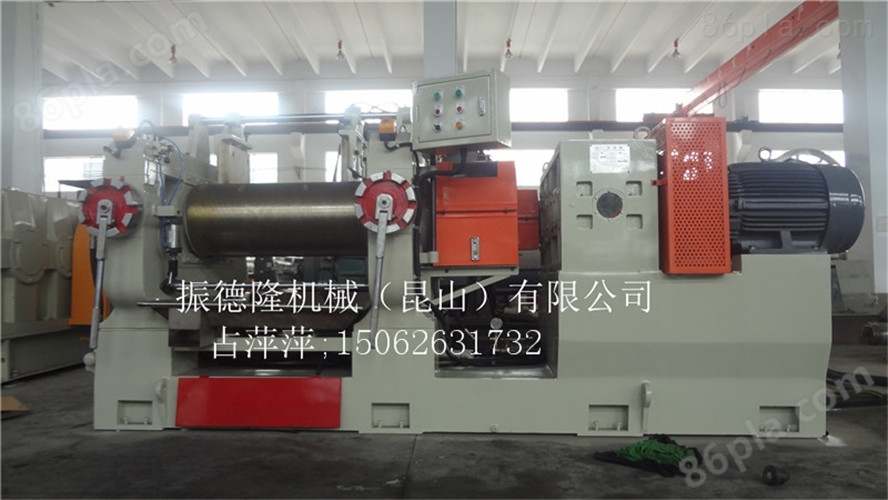









加料煉膠作業的重點注意事項
⑴首先要調整好開煉機的輥距,保持輥距的平衡。若兩端輥距調節的大小不一,造成輥筒偏載,極 易損壞設備,這是嚴格禁止的。
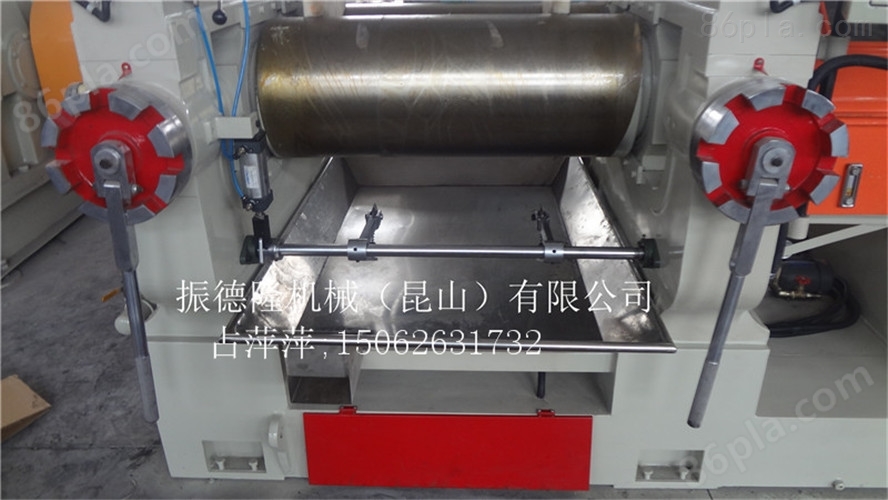
⑵加料習慣上都從動力傳入端加入,其實這是不合理的。從彎矩圖和扭矩圖上著眼,加料應在速比齒輪端。由于傳動端的合成彎矩和扭矩均大于速比齒輪端,在傳動端首先加入硬的大塊膠料,當然更容易損傷設備。
⑶當然更不要首先把大塊的硬膠料加在輥筒中間斷面,此處合成彎矩更大,達2820噸/厘米。
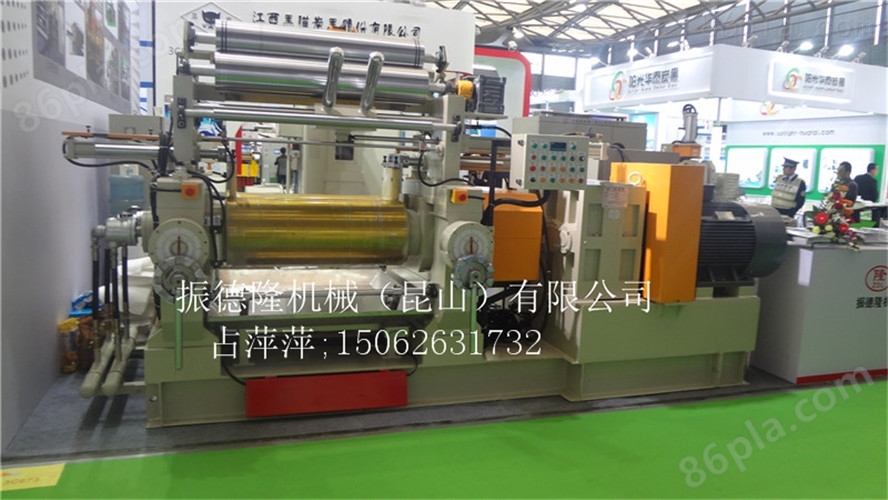
⑷加料量要逐漸增加,加料塊重不得超過設備使用說明書上的規定,投料順序由小到大陸續添加。如圖省事,大塊膠料突然添入輥距,會造成過載沖出,不僅易使安全墊片損壞,而且,一旦安全墊片失靈,就會危及輥筒。
⑸操作時要先劃(割)刀,后上手拿膠,膠片未劃(割)下,不準硬拉硬扯。嚴禁一手在輥筒上投料,一手在輥筒下接料如遇膠料跳動,不易軋時,不得用手壓膠料。推料時必須半握拳,不準超過輥筒頂端水平線。模測輥溫時,手背必須與輥筒轉動方向相反。
⑹割刀必須放在安全地方(防止割刀圈入膠料帶入輥輪),割膠時必須在輥簡下半部進刀,割刀不準對著自已身體方向。打三角包時,禁止帶刀操作,打卷子時,膠卷重量不準超過型號額定重量。
⑺在輥筒運轉過程中,熱輥筒驟然冷卻,即在發現輥溫過高時,突然通入冷卻水,在橫壓力及溫差應力的聯合作用下,會導致輥簡損傷。因此,降溫宜逐步進行,空車降溫。
⑻輥筒運轉中發現膠料中或輥筒中有雜物或檔板膠、軸瓦處等有積膠時,必須停車處理。如遇到運輸帶積膠或發生故障也必須停車處理。如遇到突然停車,應按順序切斷電源,關閉水、汽閥門。嚴禁帶負荷開車。












