1 簡(jiǎn)介
說明
自1916年出現(xiàn)真正意義上的Banbury(本伯里)型密煉機(jī)后�,密煉機(jī)的威力逐漸被人們所認(rèn)識(shí),它在橡膠混煉過程中顯示出來比開煉機(jī)優(yōu)異的一系列特征����,如:混煉容量大�、時(shí)間短�、生產(chǎn)效率高;較好的克服粉塵飛揚(yáng)�,減少配合劑的損失���,改善產(chǎn)品質(zhì)量與工作環(huán)境��;操作安全便利,減輕勞動(dòng)強(qiáng)度;有益于實(shí)現(xiàn)機(jī)械與自動(dòng)化操作等��。因此�����,密煉機(jī)的出現(xiàn)是橡膠機(jī)械的一項(xiàng)重要成果���,至今仍然是塑煉和混煉中的典型的重要設(shè)備���,仍在不斷的發(fā)展和完善��。密煉機(jī)基本知識(shí) 基本結(jié)構(gòu)
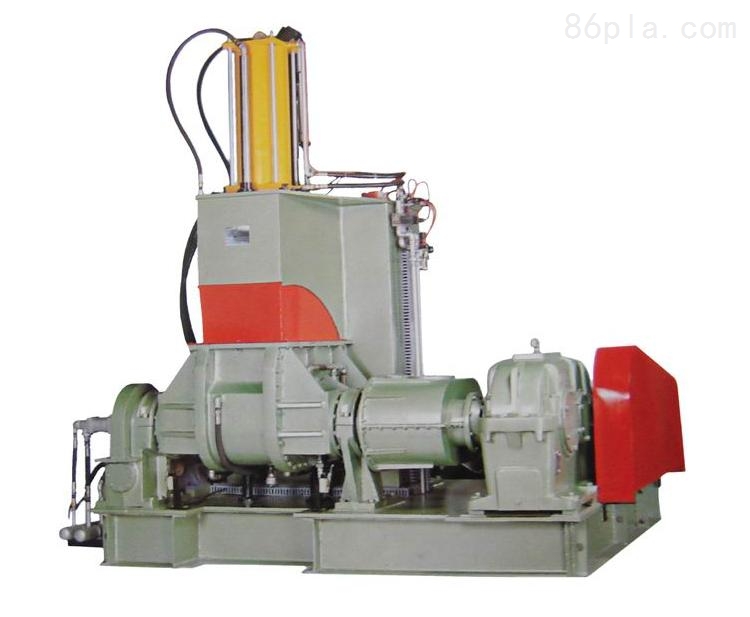
密煉機(jī)一般由密煉室、兩個(gè)相對(duì)回轉(zhuǎn)的轉(zhuǎn)子���、上頂栓、下頂栓�����、測(cè)溫系統(tǒng)�、加熱和冷卻系統(tǒng)�����、排氣系統(tǒng)�、安全裝置�、排料裝置和記錄裝置組成。轉(zhuǎn)子的表面有螺旋狀突棱�,突棱的數(shù)目有二棱�����、四棱、六棱等�,轉(zhuǎn)子的斷面幾何形狀有三角形����、圓筒形或橢圓形三種,有切向式和嚙合式兩類�。測(cè)溫系統(tǒng)是由熱電偶組成��,主要用來測(cè)定混煉過程中密煉室內(nèi)溫度的變化;加熱和冷卻系統(tǒng)主要是為了控制轉(zhuǎn)子和混煉室內(nèi)腔壁表面的溫度��。
工作原理
密煉機(jī)工作時(shí)�,兩轉(zhuǎn)子相對(duì)回轉(zhuǎn),將來自加料口的物料夾住帶入輥縫受到轉(zhuǎn)子的擠壓和剪切���,穿過輥縫后碰到下頂拴尖棱被分成兩部分,分別沿前后室壁與轉(zhuǎn)子之間縫隙再回到輥隙上方�。在繞轉(zhuǎn)子流動(dòng)的一周中��,物料處處受到剪切和摩擦作用,使膠料的溫度急劇上升�,粘度降低��,增加了橡膠在配合劑表面的濕潤(rùn)性,使橡膠與配合劑表面充分接觸����。配合劑團(tuán)塊隨膠料一起通過轉(zhuǎn)子與轉(zhuǎn)子間隙�、轉(zhuǎn)子與上�、下頂拴��、密煉室內(nèi)壁的間隙�����,受到剪切而破碎,被拉伸變形的橡膠包圍��,穩(wěn)定在破碎狀態(tài)���。同時(shí)�,轉(zhuǎn)子上的凸棱使膠料沿轉(zhuǎn)子的軸向運(yùn)動(dòng),起到攪拌混合作用���,使配合劑在膠料中混合均勻。配合劑如此反復(fù)剪切破碎�����,膠料反復(fù)產(chǎn)生變形和恢復(fù)變形�����,轉(zhuǎn)子凸棱的不斷攪拌��,使配合劑在膠料中分散均勻,并達(dá)到一定的分散度�。由于密煉機(jī)混煉時(shí)膠料受到的剪切作用比開煉機(jī)大得多�,煉膠溫度高����,使得密煉機(jī)煉膠的效率大大高于開煉機(jī)。
主要參數(shù)
轉(zhuǎn)子的轉(zhuǎn)速與速比;轉(zhuǎn)子棱比與密煉室內(nèi)壁縫隙�;生產(chǎn)能力與填充系數(shù)��;上頂栓對(duì)膠料的單位壓力;功率。
操作方法
1��、按照密煉機(jī)密煉室的容量和合適的填充系數(shù)(0.6~0.7)�,計(jì)算一次煉膠量和實(shí)際配方���;
2�����、根據(jù)實(shí)際配方����,準(zhǔn)確稱量配方中各種原材料的用量�,將生膠、小料(ZnO、SA��、促進(jìn)劑�����、防老劑���、固體軟化劑等)�����、補(bǔ)強(qiáng)劑或填充劑����、液體軟化劑����、硫黃分別放置,在置物架上按順序排好;
3�����、打開密煉機(jī)電源開關(guān)及加熱開關(guān)�����,給密煉機(jī)預(yù)熱,同時(shí)檢查風(fēng)壓、水壓��、電壓是否符合工藝要求��,檢查測(cè)溫系統(tǒng)�、計(jì)時(shí)裝置���、功率系統(tǒng)指示和記錄是否正常�����;
4���、密煉機(jī)預(yù)熱好后��,穩(wěn)定一段時(shí)間,準(zhǔn)備煉膠�����;
5��、提起上頂栓����,將已切成小塊的生膠從加料口投入密煉機(jī)����,落下上頂栓�����,煉膠1min����;
6���、提起上頂栓�����,加入小料�����,落下上頂栓混煉1.5min;
7�、提起上頂栓�,加入炭黑或填料����,落下上頂栓混煉3min;
8、提起上頂栓�����,加入液體軟化劑,落下上頂栓混煉1.5min���;
9、排膠�,用熱電偶溫度計(jì)測(cè)膠料的溫度,記錄密煉室初始溫度�、混煉結(jié)束時(shí)密煉室溫度及排膠溫度����,大功率�����、轉(zhuǎn)子的轉(zhuǎn)速�����;
10、將開煉機(jī)的輥距調(diào)到3.8mm��,打開電源開關(guān)�����,使開煉機(jī)運(yùn)轉(zhuǎn)�����,打開循環(huán)水閥門,再將從密煉機(jī)排出的膠料投到開煉機(jī)上包輥,待膠料溫度降到110℃以下,加入硫黃�,左右割刀各二次��,待硫黃全被吃進(jìn)去,膠料表面比較光滑�����,割下膠料��。
11�、將開煉機(jī)輥距調(diào)到0.5mm��,投入膠料薄通,打三角包,薄通5遍���,將輥距調(diào)到2.4mm左右,投入膠料包輥,待表面光滑無氣泡,下片���,稱量膠料的總質(zhì)量,放在平整、潔凈金屬表面上冷卻至室溫��,貼上標(biāo)簽注明膠料配方編號(hào)和混煉日期��,停放待用�。
密煉機(jī)每批混煉工藝試驗(yàn)報(bào)表��,應(yīng)記錄:開始混煉時(shí)溫度�����、混煉時(shí)間、轉(zhuǎn)子轉(zhuǎn)速����、上頂栓壓力�����、排膠溫度、功率消耗、混煉膠質(zhì)量與原材料總質(zhì)量的差值及密煉機(jī)類型�。
注意:開始混煉實(shí)驗(yàn)時(shí)���,可先混煉一個(gè)與試驗(yàn)?zāi)z料配方相同的膠料調(diào)整密煉機(jī)的工作狀態(tài)���,再正式混煉���;對(duì)同一批混煉膠料�����,密煉機(jī)的控制條件和混煉時(shí)間應(yīng)保持相同。
2 影響因素
簡(jiǎn)介
密煉機(jī)混煉的膠料質(zhì)量好壞����,除了加料順序外��,主要取決于混煉溫度、裝料容量��、轉(zhuǎn)子轉(zhuǎn)速�����、混煉時(shí)間���、上頂拴壓力和轉(zhuǎn)子的類型等���。
裝料容量
即混煉容量����,容量不足會(huì)降低對(duì)膠料的剪切作用和捏煉作用����,甚至出現(xiàn)膠料打滑和轉(zhuǎn)子空轉(zhuǎn)現(xiàn)象,導(dǎo)致混煉效果不良�����。反之����,容量過大����,膠料翻轉(zhuǎn)困難,使上頂拴位置不當(dāng)���,使一部分膠料在加料口頸處發(fā)生滯留,從而使膠料混合不均勻��,混煉時(shí)間長(zhǎng)�,并容易導(dǎo)致設(shè)備超負(fù)荷,能耗大�。因此��,混煉容量應(yīng)適當(dāng),通常取密閉室總有效容積的60%~70%為宜����。密煉機(jī)混煉時(shí)裝料容量可用下列經(jīng)驗(yàn)公式計(jì)算:
Q——裝料容量����,Kg�;
K——填充系數(shù),通常取0.6~07��;
V——密閉室的總有效容積�,L;
ρ——膠料的密度�����,g/cm3����。
填充系數(shù)K的選取與確定應(yīng)根據(jù)生膠種類和配方特點(diǎn),設(shè)備特征與磨損程度����、上頂拴壓力來確定�����。NR及含膠率高的配方����,K應(yīng)適當(dāng)加大��;合成膠及含膠率低的配方,K應(yīng)適當(dāng)減小���;磨損程度大的舊設(shè)備,K應(yīng)加大�����;新設(shè)備要小些�����;嚙合型轉(zhuǎn)子密煉機(jī)的K應(yīng)小于剪切型轉(zhuǎn)子密煉機(jī)�;上頂拴壓力增大�,K也應(yīng)相應(yīng)增大。另外逆混法的K必須盡可能大��。
加料順序
密煉機(jī)混煉中��,生膠�、炭黑和液體軟化劑的投加順序與混煉時(shí)間特別重要���,一般都是生膠先加�����,再加炭黑�����,混煉至炭黑在膠料中基本分散后再加入液體軟化劑�,這樣有利于混煉,提高混煉效果����,縮短混煉時(shí)間���。液體軟化劑過早加入或過晚加入��,均對(duì)混煉不利,易造成分散不均勻,混煉時(shí)間延長(zhǎng)�,能耗增加����。液體軟化劑的加入時(shí)間可由分配系數(shù)K確定�。硫黃和超速促進(jìn)劑通常在混煉的后期加入,或排料到壓片機(jī)上加,減少焦燒危險(xiǎn)。小藥(固體軟化劑��、活化劑��、促進(jìn)劑�、防老劑��、防焦劑等)通常在生膠后�����,炭黑前加入。
上頂拴壓力
密煉機(jī)混煉時(shí)�����,膠料都必須受到上頂栓的一定壓力作用�����。一般認(rèn)為上頂栓壓力在0.6-0.8MPa為宜。當(dāng)轉(zhuǎn)子轉(zhuǎn)速恒定時(shí)��,進(jìn)一步提高壓力效果也不大��。當(dāng)混煉容量不足時(shí)����,上頂栓壓力也不能充分發(fā)揮作用��。提高上頂栓壓力可以減少密閉室內(nèi)的非填充空間�,使其填充程度提高約10%。隨著容量和轉(zhuǎn)速的提高���,上頂栓的壓力必須使用增大。
上頂栓壓力提高會(huì)加速混煉過程膠料生熱�,并增加混煉時(shí)的功率消耗��。
轉(zhuǎn)子結(jié)構(gòu)和類型
轉(zhuǎn)子工作表面的幾何形狀和尺寸在很大程度上決定了密煉機(jī)的生產(chǎn)能力和混煉質(zhì)量。密煉機(jī)轉(zhuǎn)子的基本構(gòu)型有兩種:剪切型轉(zhuǎn)子和嚙合型轉(zhuǎn)子����。一般說來���,剪切型轉(zhuǎn)子密煉機(jī)的生產(chǎn)效率較高��,可以快速加料、快速混合與快速排膠�����。嚙合型轉(zhuǎn)子密煉機(jī)具有分散效率高���、生熱率低等特性�����,適用于制造硬膠料和一段混煉。嚙合型轉(zhuǎn)子密煉機(jī)的分散和均化效果比剪切型轉(zhuǎn)子密煉機(jī)要好���,混煉時(shí)間可縮短30~50%。
轉(zhuǎn)速
提高密煉機(jī)轉(zhuǎn)子的速度是強(qiáng)化混煉過程的有效的措施之一���。轉(zhuǎn)速增加一倍,混煉周期大約縮短30%~50%�。提高轉(zhuǎn)速會(huì)加速生熱�,導(dǎo)致膠料粘度降低���,機(jī)械剪切效果降低��,不利于分散���。
混煉溫度
混煉溫度高有利于生膠和膠料的塑性流動(dòng)和變形��,有利于橡膠對(duì)固體配合劑粒子表面的濕潤(rùn)和混合吃粉,但又使膠料的粘度下降��,不利于配合劑粒子的破碎與分散混合��?���;鞜挏囟冗^高還會(huì)加速橡膠的熱氧老化�,使硫化膠的物理機(jī)械性能下降,即出現(xiàn)過煉現(xiàn)象;還會(huì)使膠料發(fā)生焦燒現(xiàn)象�,所以密煉機(jī)混煉過程中必須采取有效的冷卻措施�;但溫度不能太低�,否則會(huì)出現(xiàn)膠料壓散現(xiàn)象。
混煉時(shí)間
在同樣條件下采用密煉機(jī)混煉膠料所需的混煉時(shí)間比開煉機(jī)短得多?���;鞜捹|(zhì)量要求一定時(shí)���,所需混煉時(shí)間隨密煉機(jī)轉(zhuǎn)速和上頂栓壓力提高而縮短。加料順序不當(dāng),混煉操作不合理都會(huì)延長(zhǎng)混煉時(shí)間。
延長(zhǎng)混煉時(shí)間能提高配合劑在膠料中的分散度,但也會(huì)降低生產(chǎn)效率��?���;鞜挄r(shí)間過長(zhǎng)又容易造成膠料過煉而使硫化膠的物理機(jī)械性能受到損害,還會(huì)造成膠料的“熱歷史”增長(zhǎng)而容易出現(xiàn)焦燒現(xiàn)象,因此應(yīng)盡可能縮短膠料的混煉時(shí)間。
3 常見故障
密煉機(jī)結(jié)合面滲漏治理
密煉機(jī)在長(zhǎng)期運(yùn)行過程中��,因受振動(dòng)�����、磨損�、壓力��、溫度以及反復(fù)拆裝等影響��,各結(jié)合面的靜密封部位容易出現(xiàn)滲漏,既造成油品的大量浪費(fèi)�����,又影響企業(yè)的現(xiàn)場(chǎng)管理。治理密煉機(jī)滲漏傳統(tǒng)方法要拆卸并打開密煉機(jī)后,更換密封墊片或涂抹密封膠,但較為費(fèi)時(shí)費(fèi)力,且難以確保密封效果,在運(yùn)行中會(huì)再次出現(xiàn)泄漏?��,F(xiàn)代新維修方法多應(yīng)用高分子復(fù)合材料,
4 驗(yàn)收要求
一:密煉機(jī)空運(yùn)轉(zhuǎn)試驗(yàn)前的準(zhǔn)備工作
1:密煉機(jī)空運(yùn)轉(zhuǎn)試驗(yàn)必須在基礎(chǔ)*干固后方可進(jìn)行。
2:檢查密煉機(jī)各部位有無異物��,各聯(lián)接件和緊固件有無松懈����。
3:檢查密煉機(jī)各潤(rùn)滑管路,液壓管路連接是否正確,所用潤(rùn)滑和液壓用油量是否合適��,油位是否恰當(dāng)����,潤(rùn)滑部位潤(rùn)滑是否到位。
4:密煉機(jī)附屬設(shè)備在空運(yùn)轉(zhuǎn)前需進(jìn)行單獨(dú)的檢查試驗(yàn)�����,以驗(yàn)證其性能是否達(dá)到規(guī)定要求�����。
5:檢查密煉機(jī)各電氣設(shè)備與液壓系統(tǒng)和氣控系統(tǒng)等的配合是否準(zhǔn)確無誤。
6:在密煉機(jī)連接聯(lián)軸器之前�����,先將主電機(jī)空轉(zhuǎn)20min�����,無異常后�,再將聯(lián)軸器裝好�,并安裝防護(hù)罩。
7:在密煉機(jī)主減速器高速軸端或在聯(lián)軸器處�����,用人工盤動(dòng)傳動(dòng)系統(tǒng)����,使轉(zhuǎn)子轉(zhuǎn)動(dòng)兩周,確認(rèn)無異?�,F(xiàn)象����。
二:空載試運(yùn)轉(zhuǎn)
1:首先啟動(dòng)密煉機(jī)各潤(rùn)滑油泵和液壓站,檢查各部位供油是否正常���。油泵及液壓站正常工作15min后啟動(dòng)主電機(jī)��,從密煉室出水端觀看轉(zhuǎn)子轉(zhuǎn)向是否正確����。通常密煉機(jī)在出廠前����,經(jīng)過空運(yùn)轉(zhuǎn)2h以上,在用戶處空運(yùn)轉(zhuǎn)4h以上�。
2:開通密煉機(jī)冷卻水系統(tǒng)�,檢查有無泄漏�����。
3:在手動(dòng)和自動(dòng)操作狀態(tài)下���,使壓砣��、加料門和卸料門開啟多次,動(dòng)作應(yīng)靈活可靠����。
4:在密煉機(jī)空運(yùn)轉(zhuǎn)試驗(yàn)過程中檢查下列項(xiàng)目:
a:減速器傳動(dòng)齒輪及軸承等各潤(rùn)滑點(diǎn)的潤(rùn)滑充分�����,各密封部位密封良好��。
b:運(yùn)轉(zhuǎn)中不得有較大的振動(dòng)和周期性噪聲。
c:空運(yùn)轉(zhuǎn)時(shí)��,主電機(jī)為單速��,其功率消耗應(yīng)小于額定功率的15%
d:密煉機(jī)各部位軸承溫度不應(yīng)有驟升現(xiàn)象�����,轉(zhuǎn)子軸承和減速器軸承溫升≤20℃����。
三:負(fù)載試運(yùn)轉(zhuǎn)
1:密煉機(jī)空載試運(yùn)轉(zhuǎn)合格后,方可進(jìn)行負(fù)載試運(yùn)轉(zhuǎn)����。負(fù)載試運(yùn)轉(zhuǎn)時(shí)���,每臺(tái)設(shè)備需經(jīng)不少于20車料的連續(xù)負(fù)載運(yùn)轉(zhuǎn)�����。
2:密煉機(jī)負(fù)載試運(yùn)轉(zhuǎn)時(shí),轉(zhuǎn)速應(yīng)從低速到高速分別進(jìn)行,并先試軟料后試硬料���。
3:密煉機(jī)負(fù)載試運(yùn)轉(zhuǎn)時(shí),投膠量由工作容積的50%,75%逐漸增至滿負(fù)荷。
4:密煉機(jī)應(yīng)具有先啟動(dòng)潤(rùn)滑油泵后方可啟動(dòng)主電機(jī)的連鎖裝置�����,同時(shí)空運(yùn)轉(zhuǎn)10-15min后方可投料進(jìn)行負(fù)載試運(yùn)轉(zhuǎn)���。
5:后一車煉膠結(jié)束后�,空運(yùn)轉(zhuǎn)15-20min后再停機(jī)?���?者\(yùn)轉(zhuǎn)時(shí)����,端面密封潤(rùn)滑系統(tǒng)繼續(xù)向密封面注油達(dá)到對(duì)密封端面清洗����,潤(rùn)滑的作用�����。
6:密煉機(jī)負(fù)載試運(yùn)轉(zhuǎn)時(shí)應(yīng)檢查下列項(xiàng)目:
A:基本技術(shù)參數(shù)是否符合密煉機(jī)規(guī)定要求�����。
B:轉(zhuǎn)子軸承溫升應(yīng)≤40℃。
C:減速器軸承溫升應(yīng)≤40℃�。
D:轉(zhuǎn)子��,減速器軸承高溫度≤80℃。
E:液壓系統(tǒng)油箱中油溫≤60℃����。
F:轉(zhuǎn)子端面密封裝置定圈高溫度≤85℃��。
G:排膠溫度(實(shí)測(cè))與傳感顯示(熱電偶)溫度值要一致,其差值為3-5℃。
7:密煉機(jī)轉(zhuǎn)子端面密封處不漏膠����,不漏粉���,允許有膠�����,油和粉料混合體糊狀物漏出�。
8:卸料門應(yīng)密封良好�����,不漏料。
9:密煉機(jī)電氣���、液壓等控制系統(tǒng)應(yīng)動(dòng)作靈活、安全�、可靠�。
10:密煉機(jī)溫控系統(tǒng)溫控效果能滿足煉膠工藝要求�����,排膠溫度應(yīng)在工藝條件允許范圍內(nèi)���。
密煉機(jī)經(jīng)過負(fù)載試運(yùn)轉(zhuǎn)確認(rèn)無異?��,F(xiàn)象后����,經(jīng)有關(guān)方面同意���,即可移交生產(chǎn)��。?
5 發(fā)展方向
密煉機(jī)簡(jiǎn)稱"利拿機(jī)"����,全稱叫做“密閉式煉膠機(jī)”�,是在開煉機(jī)的基礎(chǔ)上發(fā)展起來的。1820年發(fā)明開煉機(jī)以后���,使橡膠工業(yè)發(fā)生了根本的轉(zhuǎn)變,但由于開煉機(jī)存在許多缺點(diǎn)����,比如勞動(dòng)強(qiáng)度大����,效率低���,粉塵大等�,嚴(yán)重影響人的身體健康���,于是人們開始考慮能否把這一加工設(shè)備用一個(gè)罩子把它罩起來�,就逐步發(fā)展成密煉機(jī)。因?yàn)樗诿軣捠依锩婀ぷ鳎苑Q作密閉式���。由于開煉機(jī)工作是敞開的,故叫做開放式煉膠機(jī)�����。一般介紹均認(rèn)為密煉機(jī)是Banbury在1916年發(fā)明的�,實(shí)際早是由西德的一名商業(yè)工程師(英國人)根據(jù)該公司的原型機(jī)臺(tái)設(shè)計(jì)的,由于其發(fā)展較快�����,產(chǎn)量也大應(yīng)用較廣�,故人們一直認(rèn)為Banbury密煉機(jī)是早問世的。
自從出現(xiàn)密煉機(jī)后�,在混煉過程中顯示了比開煉機(jī)具有的一系列優(yōu)點(diǎn)��,如混煉時(shí)間短,生產(chǎn)效率高����,操作容易�����,較好地克服粉塵飛揚(yáng),減少配合劑的損失���,改善勞動(dòng)條件���,減輕勞動(dòng)強(qiáng)度等。由于它在很大程度上是憑經(jīng)驗(yàn)發(fā)展起來的,因而在發(fā)展早期曾出現(xiàn)過認(rèn)為塑煉效率低��,不能用它來塑煉的說法��,但已經(jīng)為生產(chǎn)實(shí)踐所否定��。因此,密煉機(jī)的出現(xiàn)是煉膠機(jī)械的一項(xiàng)重要成果�����,至今仍然成為塑煉和混煉中的典型設(shè)備����,并處于不斷發(fā)展完善中。據(jù)國外資料統(tǒng)計(jì)�,在橡膠工業(yè)中有88%的膠料是由密煉機(jī)制造的����,塑料�、樹脂行業(yè)亦廣泛應(yīng)用密煉機(jī)。現(xiàn)-在由于金屬粉行業(yè)的不斷改進(jìn)�����,一部分也可用密煉機(jī)來混煉���。
現(xiàn)代密煉機(jī)發(fā)展的標(biāo)志之一是高速���、高壓和能機(jī)臺(tái)���。通常將轉(zhuǎn)子轉(zhuǎn)速為20rpm的稱為低速密煉機(jī)����,30~40rpm的稱為中速密煉機(jī)�,60rpm以上的稱為高速密煉機(jī)。
出現(xiàn)了轉(zhuǎn)速達(dá)80rpm甚至更高的密煉機(jī),亦有對(duì)工藝和效能有廣泛適應(yīng)性和處理手段的雙速����、三速�、變速密煉機(jī)���,也有轉(zhuǎn)子速比可調(diào)節(jié)的密煉機(jī)���。其操作時(shí)間大大縮短�,從過去慢速機(jī)臺(tái)的8~15min縮短至1.5~3.5min,甚至有的達(dá)1~1.5min(包括采用密煉法與補(bǔ)充混煉法配合的工藝過程等)�����。
密煉機(jī)的結(jié)構(gòu)也在不斷發(fā)展�����。密煉機(jī)工作過程及整個(gè)機(jī)組的機(jī)械化���、自動(dòng)化水平也在不斷提高�,采用了程序控制���,現(xiàn)-在大型引進(jìn)機(jī)臺(tái)均采用計(jì)算機(jī)控制��。
總之���,此種發(fā)展是在大大強(qiáng)化混煉過程,提高機(jī)臺(tái)效能�,減輕體力勞動(dòng)和改善工作環(huán)境等��。
在這種劇烈的混煉過程中,當(dāng)然會(huì)帶來許多新問題��,因此�����,對(duì)機(jī)械研究設(shè)計(jì)來說���,從機(jī)臺(tái)的捏煉系統(tǒng)���、冷卻系統(tǒng)��、密封系統(tǒng)���、加料及壓料系統(tǒng)����、卸料系統(tǒng)����、傳動(dòng)系統(tǒng)、控制系統(tǒng)�����、主要零部件��、材料到各種參數(shù)的技術(shù)決定以及理論��,都需要相應(yīng)的發(fā)展����,以使機(jī)臺(tái)性能優(yōu)良,為生產(chǎn)過程提供可能的適應(yīng)性和調(diào)節(jié)性����。
我國密煉機(jī)發(fā)展?fàn)顩r是:解放前是空白��,解放后國產(chǎn)密煉機(jī)逐步發(fā)展起來了。我國個(gè)制造密煉機(jī)的廠家是大連橡塑機(jī)廠�����,首先仿蘇生產(chǎn)了PC-2 140/20L密煉機(jī)����,現(xiàn)-在改為250L、75/40L密煉機(jī)����。然后上海等地逐步也生產(chǎn)這些機(jī)臺(tái)����,如250/20/40�,75/30/60,75/35/70,以及50L密煉機(jī)�����。近-來又仿照F系列密煉機(jī)生產(chǎn)F080�,F(xiàn)160,F(xiàn)270,均已出口。另外又給日本生產(chǎn)翻轉(zhuǎn)式50L��、70L密煉機(jī)��。益陽橡機(jī)廠又從西德引進(jìn)GK系列技術(shù)生產(chǎn)GK系列密煉機(jī)���。F系列、GK系列是當(dāng)前世界兩大*系列密煉機(jī)。國內(nèi)橡膠大廠均有引進(jìn)。我院一直在研究密煉機(jī)�,銷釘轉(zhuǎn)子�、銷釘混煉室密煉機(jī)等���。
密煉機(jī)發(fā)展方向:“二大”�、“二高”、“一低”,即大規(guī)格(大容量)、大功率�,高速��、高壓,單位能耗低,主要問題:端面密封����。?
6 注意事項(xiàng)
一���、 目的
規(guī)范化的設(shè)備操作及設(shè)備的維護(hù)保養(yǎng)��,其目的就是確保設(shè)備的正常運(yùn)作與延長(zhǎng)壽命��,降低維修成本與提高生產(chǎn)效率。
二、 適用范圍
適用于橡塑密煉機(jī)設(shè)備的作業(yè)指導(dǎo)
三����、 專項(xiàng)職責(zé)
由使用單位*的設(shè)備專項(xiàng)操作員和維護(hù)保養(yǎng)員不得違規(guī)并熟練操作設(shè)備�,監(jiān)督無關(guān)人員不得靠近和亂動(dòng)設(shè)備的職責(zé)���。
四��、 作業(yè)細(xì)則
1��、 依次打開電源,如需加溫的請(qǐng)?jiān)O(shè)定溫度并觀測(cè)加溫是否正常��,如水冷卻的��,請(qǐng)打開進(jìn)出水閥門進(jìn)行正常通水�。
2�����、 清理密煉室,切勿用如鐵絲等硬物余留���,檢查各齒輪油,機(jī)油�����、黃油的油位及潤(rùn)滑狀態(tài)����,特別注意是三聯(lián)體油杯的油位不得少于一半,并定期觀測(cè)三聯(lián)體油位變化情況�����,沒耗油或耗油過快都是非正?��,F(xiàn)象(要調(diào)節(jié)三聯(lián)體的旋鈕)��,新機(jī)的齒輪油遲半年更換��,活動(dòng)部位每周至少添加一次潤(rùn)滑油,在加油時(shí)不得超過油鏡的一半,否則會(huì)產(chǎn)生漏油���。
3、 準(zhǔn)備物料并打開電源和氣壓���,把加壓蓋升*限位置,然后啟動(dòng)主馬達(dá)電機(jī)�����,在主電機(jī)啟動(dòng)半分鐘后再投入準(zhǔn)備好的物料�����,再把加壓蓋壓下,進(jìn)行物料的密煉��。
4���、 如需要換色�,請(qǐng)倒入清洗料或者原料清洗劑,然后用掃把或者鐵絲清理密煉室里面轉(zhuǎn)子軸縫隙里的舊料��。
5�����、 密煉時(shí)可根據(jù)物料的物性要求�����,可調(diào)自動(dòng)或者手動(dòng)來密煉,過硬物料不能過多過大,否則會(huì)死機(jī)或燒壞主電機(jī)。
6��、 物料密煉完畢后,先升起氣壓蓋���,再翻轉(zhuǎn)密煉槽,等到位之后倒出物料然后再使密煉槽回位��,再加料進(jìn)行密煉下一手料��。
7����、 停止生產(chǎn)時(shí)����,先依次關(guān)閉各功能電源,然后關(guān)閉主機(jī)電源���,后快速清理密煉室���,并打掃清理干凈灰塵��。
五����、 注意事項(xiàng)
1��、 定期檢測(cè)各線路的絕緣效果����,時(shí)刻注意機(jī)器警示牌上的警告內(nèi)容����。
2、 活動(dòng)部位及密煉室堵塞時(shí)����,切勿用手或鐵棍伸入里面�,而是用塑料棍去小心處理��。
3�����、 接觸高溫部位時(shí),請(qǐng)小心不要被燙傷�����。
4��、 出現(xiàn)漏粉或密封環(huán)發(fā)出尖叫聲時(shí),首先把四個(gè)螺絲帽平均地松掉然后再擰進(jìn)一些����,然后在密煉室里的轉(zhuǎn)子縫隙加些物料油或機(jī)油��,再空轉(zhuǎn)3—5分鐘的同時(shí)用錘子在彈簧邊的密封環(huán)壓蓋的周邊輕輕地敲擊幾下即可,如還漏粉再調(diào)個(gè)別彈簧的松緊度����,如果密封環(huán)壓蓋和密煉室側(cè)板水槽很貼近時(shí)說明里面的密封環(huán)已經(jīng)磨損�����,需要重新更換,更換密封環(huán)方法見說明書。
5�、 特別注意:每天開機(jī)前檢查各齒輪油����,機(jī)油����、黃油的油位及潤(rùn)滑狀態(tài),每天加強(qiáng)注意是三聯(lián)體油杯的油位不得少于一半。
6����、 機(jī)器出現(xiàn)故障時(shí)時(shí)間內(nèi)停止機(jī)器的動(dòng)作��,無關(guān)人員不得擅自做任何動(dòng)作��,通知并等待貴司的機(jī)修人員檢查維修。
區(qū)別1
開煉機(jī)是雙輥機(jī),利用不同轉(zhuǎn)速相對(duì)運(yùn)動(dòng)的兩個(gè)輥產(chǎn)生剪切力來塑煉。操作過程中要不斷的對(duì)膠料進(jìn)行打三角包或卷曲等操作�����。
密煉機(jī)是利用內(nèi)部的設(shè)計(jì)好的槳葉相對(duì)運(yùn)動(dòng)時(shí)產(chǎn)生空間的規(guī)律性 收縮來產(chǎn)生剪切力�����,無需人工操作,節(jié)省勞動(dòng)力��。
開煉機(jī)結(jié)構(gòu)簡(jiǎn)單成本低����,但是勞動(dòng)強(qiáng)度大,污染大���,對(duì)工人身體傷害大。
密煉機(jī)較貴,但是可以加熱�����,還有加壓密煉機(jī)可以用來處理難塑化的材料��。勞動(dòng)強(qiáng)度低適應(yīng)性強(qiáng)�����。
區(qū)別2
密煉機(jī)是在開煉機(jī)的基礎(chǔ)上發(fā)展起來的一種高強(qiáng)度間隙性的混煉設(shè)備。因此��,密煉機(jī)的出現(xiàn)是橡膠機(jī)械的一項(xiàng)重要成果�,至今仍然是塑煉和混煉種的典型的重要設(shè)備,仍在不斷的發(fā)展和完善����。
捏合機(jī)是由一對(duì)互相配合和旋轉(zhuǎn)的葉片(通常呈Z形)所產(chǎn)生強(qiáng)烈剪切作用而使半干狀態(tài)的或橡膠狀粘稠塑料材料能使物料迅速反應(yīng)從而獲得均勻混合攪拌的設(shè)備�����。是各種高粘度的彈塑性物料的混煉、捏合�、破碎、分散�、重新聚合各種化工產(chǎn)品的理想設(shè)備���,具有攪拌均勻�����、*、捏合效率高的優(yōu)點(diǎn)��,廣泛應(yīng)用于高粘度密封膠��、硅橡膠����、中性酸性玻璃膠��、口香糖�、泡泡糖����、紙漿、纖維素��、亦用于電池���、油墨���、顏料�、染料、醫(yī)藥��、樹脂�、塑料、橡膠、化妝品等行業(yè)����。
7 操作規(guī)程
1. 機(jī)臺(tái)操作人員必須經(jīng)過安全教育�,技術(shù)培訓(xùn)��,熟悉本設(shè)備的操作規(guī)程后方可上崗��。
2. 上機(jī)前,操作人員應(yīng)穿戴好規(guī)定的勞保用品��。
3. 開機(jī)前必須檢查�����、清理機(jī)器周圍妨礙設(shè)備運(yùn)轉(zhuǎn)的雜物�����。
4. 保持機(jī)臺(tái)周圍工作場(chǎng)地整潔,道路暢通����,打開通風(fēng)設(shè)備(抽風(fēng)機(jī))����,保持車間空氣流通���。
5. 打開供水��、供氣�����、供油閥門,檢查水壓表、水氣表�、油壓表是否正常��。
6. 開機(jī)試運(yùn)轉(zhuǎn)�,發(fā)覺有異常聲音或其他故障時(shí)應(yīng)立即停機(jī)。
7. 檢查物料門��,上頂栓�����,料斗是否能夠正常開啟�����。
8. 無論何時(shí),將上頂栓升起�,必須上頂栓控制旋鈕撥到升位置����。
9.捏煉過程中�����,發(fā)現(xiàn)有*現(xiàn)象�,用頂料桿或其他工具操作����,禁止直接用手掏料。
10.料斗翻轉(zhuǎn)卸料時(shí)��,料斗及提升機(jī)周圍����,禁止行人靠近,注意��。
11. 關(guān)機(jī)前必須升起上頂栓����,料斗翻回復(fù)位���。關(guān)上物料門��,才能停止斷電����。
12.工作結(jié)束后,關(guān)閉所有電源���,水源,氣源���,油源。